航空发动机密封环端面抛光方法及抛光装置与流程
本发明属于抛光处理,特别是用于航空发动机高精密密封环端面抛光加工的自动抛光装置和抛光方法。
背景技术:
1、如图1所示,为一种发动机封严装置中的环件零件,其平面度要求0.001,粗糙度要求ra0.04,零件表面渗氮,硬度hb(d)=3.3~3.6,为保证零件合格性。该零件与石墨封严环端面密封,用压力0.5mpa±0.02mpa,温度15℃~25℃的空气,检查装配组件从a到b的泄漏率(如图2所示),泄漏率(折成标准状态)不大于0.04m3/min。环类零件表面粗糙度及平面度直接影响封严装置的试验合格率。
技术实现思路
1、本发明旨在提供一种航空发动机密封环端面抛光方法及抛光装置,解决零件表面粗糙度ra0.025问题,高效提升航空发动机密封环端面的表面粗糙度。
2、本发明的核心是:通过自动化、柔性抛光设备配合磨削、粗研、精研和手工研磨,提升零件的表面粗糙度。
3、为了实现上述目的,本发明采用了以下技术方案:
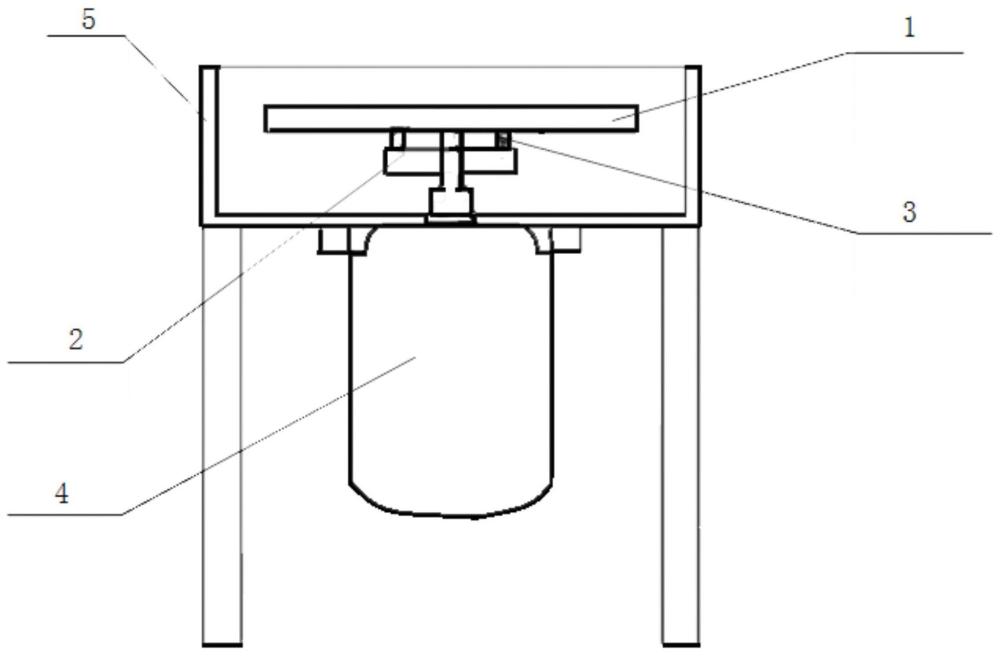
4、抛光装置,包括:
5、毡轮,所述毡轮上表面为抛光面;
6、轴承,所述轴承设置在毡轮的下方;
7、弹簧,多根所述弹簧设置在毡轮与轴承之间,形成对毡轮的支撑;
8、慢速电机,所述慢速电机的输出轴经轴承与毡轮连接。
9、进一步,抛光装置还包括挡板,多块所述挡板连接形成一个上端敞口盒体,使得毡轮和轴承位于盒体内,而慢速电机位于盒体外侧下端。
10、进一步,所述弹簧为圆柱弹簧,四根所述弹簧竖直放置,且弹簧的下端固定在轴承的内圈上,弹簧的上端与毡轮的下表面接触。
11、进一步,所述毡轮为羊毛毡轮。
12、进一步,所述慢速电机的转速为110转/分钟。
13、航空发动机密封环端面抛光方法,所述端面的平面度要求0.001,表面粗糙度要求ra0.025,抛光方法包括以下步骤,
14、步骤一,采用磨削加工零件端面,使端面的平面度达到0.005,表面粗糙度达到ra0.8;
15、步骤二,依次采用粗研和精研零件端面,使端面的平面度达到0.003,表面粗糙度达到ra0.1;
16、步骤三,手工研磨零件端面,使端面的平面度达到0.001,表面粗糙度达到ra0.04。;
17、步骤四,使用前述的抛光装置抛光零件端面,使端面的表面粗糙度达到ra0.025。
18、与现有技术相比,本发明的抛光装置和航空发动机密封环端面抛光方法具备以下优势:
19、(1)抛光装置能够解决零件不在中心位置导致的斜磨,弹簧的设置确保了如果出现零件不在中心时,毡轮即可以随着零件进行柔性变动,保证毡轮与零件始终平行,避免由于出现零件不在中心位置导致的斜抛,减少因斜抛而更换毡轮的次数,提高加工效率;
20、(2)慢速电机的使用有利于过程控制,同时也保证了零件不会因较大的离心力而将零件甩出。
技术特征:
1.抛光装置,其特征在于,包括:
2.根据权利要求1所述的抛光装置,其特征在于:还包括挡板(5),多块所述挡板(5)连接形成一个上端敞口盒体,使得毡轮(1)和轴承(2)位于盒体内,而慢速电机(4)位于盒体外侧下端。
3.根据权利要求1所述的抛光装置,其特征在于:所述弹簧(3)为圆柱弹簧,四根所述弹簧(3)竖直放置,且弹簧(3)的下端固定在轴承(2)的内圈上,弹簧(3)的上端与毡轮(1)的下表面接触。
4.根据权利要求1所述的抛光装置,其特征在于:所述毡轮(1)为羊毛毡轮。
5.根据权利要求1所述的抛光装置,其特征在于:所述慢速电机(4)的转速为110转/分钟。
6.航空发动机密封环端面抛光方法,所述端面的平面度要求0.001,表面粗糙度要求ra0.025,其特征在于:包括以下步骤,
技术总结
本发明公开了一种航空发动机密封环端面抛光方法及抛光装置,抛光装置包括毡轮、轴承、弹簧、慢速电机和挡板,弹簧设置在毡轮和轴承之间,起到柔性支撑的作用,防止毡轮在抛光一段时间后出现斜磨情况。采用本发明的抛光装置,配合依次进行的磨削、粗研、精研、手工研磨和抛光,能够达到航空发动机密封环端面要求的平面度和表面粗糙度,且加工效率高。
技术研发人员:周腾,游红奎,杨秀军,赵万岳,简洪健,路明广,赵利昌
受保护的技术使用者:中国航发贵州黎阳航空动力有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!