一种粉末冶金零件冲压模具的制作方法
本发明涉及模具,具体涉及一种粉末冶金零件冲压模具。
背景技术:
1、用于铁路轨道打磨的打磨零部件可以帮助进行铁路轨道打磨工作,由于轨道打磨零部件的厚度较厚,在粉末冲压制备的过程中,现有技术是采用模环、芯棒、底板和压头进行压制,在使用的时候将底板和芯棒分别安装在模环内,倒入适量的拌和磨料并摊平,然后通过冲压机压头压下,当达到预定的压力和时间,即压缩成型,然后进行高温冶金;
2、但是现有技术中的模具在装配过程中,精密度不高,导致打磨零部件在冲压过程中,零部件基料在模具中容易出现附着在模具内壁而出现积压在缝隙中的情况,进而导致零部件不合格的情况出现;另外,由于冲压的压力高,在退模时,打磨零部件与模具存在一定的压力,模具在退模时容易对打磨零部件造成损伤。
3、因此我们提出一种粉末冶金零件冲压模具。
技术实现思路
1、本发明的目的在于提供一种粉末冶金零件冲压模具。
2、本发明所解决的技术问题为:
3、(1)模具的精密度不高,出现零件基料附着在模具缝隙中导致产品不合格;
4、(2)零部件与模具在退模时,零件与模具存在一定的压力,模具在退模时容易对零件表面造成损伤。
5、本发明的目的可以通过以下技术方案实现:
6、一种粉末冶金零件冲压模具,包括下型模筒、与下型模筒适配的上型模筒和脱模筒,所述下型模筒的内部适配设置有用于压模支撑的底模件,所述底模件的中部插接设置有衬套支撑件,所述衬套支撑件的上方依次设置有衬套稳固件和导模件,所述上型模筒的内部适配设置有压模件且滑动套设于导模件外侧,所述压模件的侧面设置有密封胶圈且外径大于压模件的外径。
7、作为本发明进一步的方案:所述底模件为外径与上型模筒内径适配的模座,且模座的中部开设有内孔,所述内孔的孔径与衬套支撑件的直径适配,所述模座的上方由外边缘向内开设有模切斜面。
8、作为本发明进一步的方案:所述衬套支撑件为一体化制造,包含支撑座和设置于支撑座上方的下阶梯环,所述下阶梯环的上开设有插接孔。
9、作为本发明进一步的方案:所述衬套稳固件为一体化制造,包含稳固座且上方开设有进阶孔,所述稳固座的下方依次设置有上阶梯环、稳固柱体和插接柱,所述进阶孔的底部开设有贯穿衬套稳固件的穿孔。
10、作为本发明进一步的方案:所述稳固座的外径与支撑座的外径相同,所述上阶梯环与下阶梯环的外径相同,所述插接柱与插接孔适配。
11、作为本发明进一步的方案:所述导模件的下方一体制造设置有与进阶孔适配的进阶柱,所述进阶柱与进阶孔适配,所述导模件与稳固座的外径相同。
12、作为本发明进一步的方案:所述下型模筒的上方一体制造设置有模筒嵌套环,所述上型模筒内侧的下方开设有与模筒嵌套环适配的嵌套位,所述下型模筒的内径与上型模筒的内径相同,所述脱模筒内侧下方开设有与模筒嵌套环适配的脱模位,所述脱模筒的内径大于下型模筒的内径。
13、作为本发明进一步的方案:所述导模件的外部且位于压模件的上方设置有承压件;
14、本发明的有益效果:
15、(1)本发明中,下型模筒的内部适配设置有用于压模支撑的底模件,底模件的中部插接设置有衬套支撑件用于对打磨零部件中部的衬套进行支撑和定位,衬套支撑件的上方依次设置有衬套稳固件和导模件,衬套稳固件用于对零件的衬套进行固定定位,同时配合导模件形成配合的立柱,在上型模筒的内部适配设置有压模件且滑动套设于导模件外侧,再在导模件的外部且位于压模件的上方设置承压件,承压件用于将第一冲压机的冲压力均匀的分散至压模件上,同时对压模件起到一定的保护作用,避免第一冲压机直接作用于压模件上对压模件造成损伤,衬套支撑件与衬套稳固件进行连接并将衬套进行固定,然后配合下型模筒、底模件、上型模筒和压模件进行压模,保证了零件在压缩的过程中零件基料的与衬套的紧密性,在压制成型之后,模具的装配和拆卸简单快速,效率高且产品合格率高;
16、(2)本发明中,压模件与下型模筒和上型模筒适配,且在压模件的侧面设置密封胶圈,密封胶圈的外径大于压模件的外径,在零件压制的过程,当零件基料添加至下型模筒的内部之后,由于零件基料的蓬松性和附着性,压制之前的零件基料比较蓬松,同时会有一部分零件基料附着在下型模筒和上型模筒的内壁上,通过压模件对附着在上型模筒和下型模筒内壁上的零件基料推入至下方,保证了零件基料质量的准确性,进而提高了打磨零件压制成型之后的合格率;
17、(3)本发明中,稳固座的下方依次设置有上阶梯环、稳固柱体和插接柱,进阶孔的底部开设有贯穿衬套稳固件的穿孔,穿孔用于脱模过程中的拆卸,在冲压完成之后,由于零件基料的压力,使得衬套向内形成一定的压力,在进行脱模时,衬套支撑件与衬套稳固件不容易分离,此时,便可以通过细小的铁棍由衬套稳固件的端部插入,然后对衬套支撑件向下作用,便可以将衬套支撑件与衬套稳固件进行分离。
技术特征:
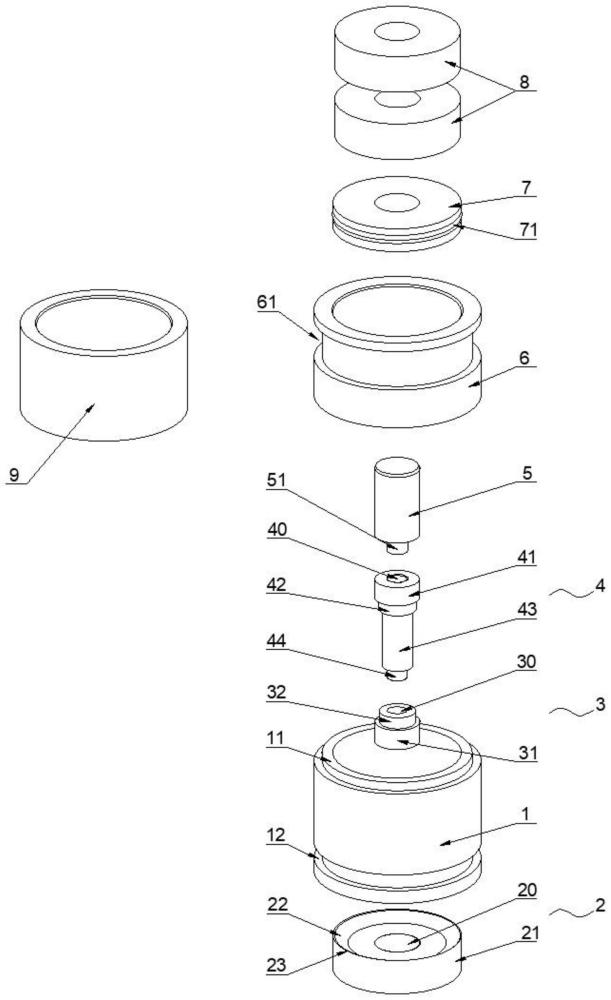
1.一种粉末冶金零件冲压模具,包括下型模筒(1)、与下型模筒(1)适配的上型模筒(6)和脱模筒(9),其特征在于,所述下型模筒(1)的内部适配设置有用于压模支撑的底模件(2),所述底模件(2)的中部插接设置有衬套支撑件(3),所述衬套支撑件(3)的上方依次设置有衬套稳固件(4)和导模件(5),所述上型模筒(6)的内部适配设置有压模件(7)且滑动套设于导模件(5)外侧,所述压模件(7)的侧面设置有密封胶圈(71)且外径大于压模件(7)的外径。
2.根据权利要求1所述的一种粉末冶金零件冲压模具,其特征在于,所述底模件(2)为外径与上型模筒(6)内径适配的模座(21),且模座(21)的中部开设有内孔(20),所述内孔(20)的孔径与衬套支撑件(3)的直径适配,所述模座(21)的上方由外边缘向内开设有模切斜面(22)。
3.根据权利要求1所述的一种粉末冶金零件冲压模具,其特征在于,所述衬套支撑件(3)为一体化制造,包含支撑座(31)和设置于支撑座(31)上方的下阶梯环(32),所述下阶梯环(32)的上开设有插接孔(30)。
4.根据权利要求1所述的一种粉末冶金零件冲压模具,其特征在于,所述衬套稳固件(4)为一体化制造,包含稳固座(41)且上方开设有进阶孔(40),所述稳固座(41)的下方依次设置有上阶梯环(42)、稳固柱体(43)和插接柱(44),所述进阶孔(40)的底部开设有贯穿衬套稳固件(4)的穿孔(45)。
5.根据权利要求4所述的一种粉末冶金零件冲压模具,其特征在于,所述稳固座(41)的外径与支撑座(31)的外径相同,所述上阶梯环(42)与下阶梯环(32)的外径相同,所述插接柱(44)与插接孔(30)适配。
6.根据权利要求1所述的一种粉末冶金零件冲压模具,其特征在于,所述导模件(5)的下方一体制造设置有与进阶孔(40)适配的进阶柱(51),所述进阶柱(51)与进阶孔(40)适配,所述导模件(5)与稳固座(41)的外径相同。
7.根据权利要求1所述的一种粉末冶金零件冲压模具,其特征在于,所述下型模筒(1)的上方一体制造设置有模筒嵌套环(11),所述上型模筒(6)内侧的下方开设有与模筒嵌套环(11)适配的嵌套位(60),所述下型模筒(1)的内径与上型模筒(6)的内径相同,所述脱模筒(9)内侧下方开设有与模筒嵌套环(11)适配的脱模位(90),所述脱模筒(9)的内径大于下型模筒(1)的内径。
8.根据权利要求1所述的一种粉末冶金零件冲压模具,其特征在于,所述导模件(5)的外部且位于压模件(7)的上方设置有承压件(8)。
技术总结
本发明属于模具技术领域,具体的说是一种粉末冶金零件冲压模具,包括下型模筒、与下型模筒适配的上型模筒和脱模筒,下型模筒的内部适配设置有用于压模支撑的底模件,底模件的中部插接设置有衬套支撑件,衬套支撑件的上方依次设置有衬套稳固件和导模件,上型模筒的内部适配设置有压模件且滑动套设于导模件外侧,压模件的侧面设置有密封胶圈且外径大于压模件的外径,衬套支撑件与衬套稳固件进行连接并将衬套进行固定,然后配合下型模筒、底模件、上型模筒和压模件进行压模,保证了粉末在压缩的过程中基料的与衬套的紧密性,在粉末压制成型之后,退模速度快。
技术研发人员:刘宏生
受保护的技术使用者:盐城市锐金磨料磨具有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!