一种碳钢表面复合氮化物阻氢涂层制备方法
本发明涉及一种碳钢表面复合氮化物阻氢涂层的制备工艺,特别涉及一种碳钢表面利用多弧离子镀膜技术制备氮化物复合涂层的制备工艺,适应于临氢环境管线钢、气瓶的表面处理。
背景技术:
1、氢是一种新型清洁能源。但是由于氢原子半径远小于金属原子半径,所以氢原子在金属材料中很容易发生扩散和渗透,氢以原子形式进入材料中以后,会与金属材料发生交互作用,降低材料的塑韧性,造成材料脆性断裂。在管道输送氢气的过程中,由于氢原子的渗透和积累导致管道发生脆性断裂而造成重大损失;在核聚变反应堆中,氢的同位素氘、氚常作为原材料参与核聚变反应,这些同位素一旦泄漏将会造成十分严重的污染。材料在加工过程中氢原子也会通过各种渠道进入到金属中,例如在酸洗过程中,部分氢离子会得到电子变成氢原子而进入钢铁内部,进而逐步导致材料出现氢至脆化。由此可见,减缓或阻止氢在钢铁材料内部的渗透作用,对降低钢的氢脆断裂、预防氢泄露安全事故、减轻辐射污染有着重要的意义。对钢铁材料进行表面镀膜处理,阻碍氢扩散,降低氢渗透,是降低氢损伤、氢脆最有效的方法。
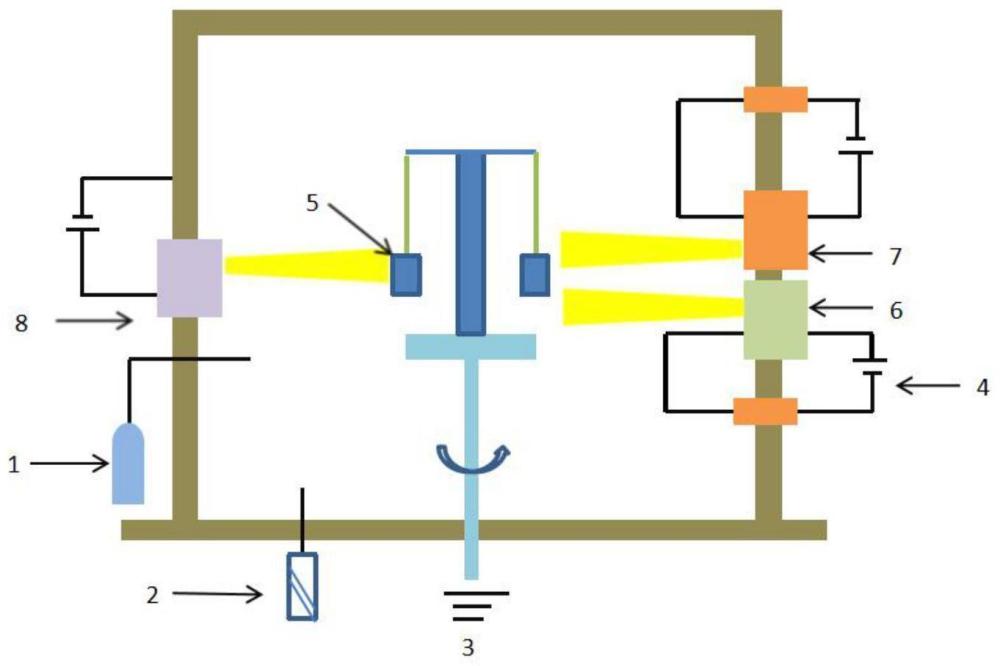
2、氢的吸附和渗透是材料发生氢脆的前提。减少进入材料内部的氢含量可以有效控制氢脆。可以通过表面处理技术,在材料表面形成阻碍氢渗透的保护膜,即阻氢涂层,以此减少氢进入材料的内部。氢在带有涂层的金属表面,首先经过涂层表面的吸附、吸收、扩散,再通过基体的扩散到最后脱附的过程。阻氢涂层主要是利用涂层和基体金属材料之间氢扩散的差别,在表面起到阻碍氢的吸附以及扩散的作用。目前,现有的阻氢层主要有氧化物涂层、氮化物涂层。氧化物涂层存在与基体热膨胀系数差异大,容易产生裂纹,涂层易失效的问题。氮化物阻氢涂层主要有tin、crn单一的氮化物涂层。文献多采用磁控溅射技术制备tin、crn。磁控溅射技术工艺流程复杂、设备昂贵、成本较高。其次,单一的氮化物膜存在阻氢效率低的问题。多弧离子镀膜技术,通过在炉内设置多个靶材,制备tin、crn、aln三种氮化物复合阻氢涂层。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种碳钢表面复合氮化物阻氢涂层制备方法,具备利用多弧离子镀膜技术在碳钢表面制备多种氮化物复合涂层,涂层致密,无孔洞裂纹,与基体结合良好,制备的氮化物复合涂层氢扩散系数降低到3.3×10-9cm2/s,2ma/cm2的充氢条件下,稳态氢渗透电流达到0.98μa/cm2,有效降低了氢扩散进入钢铁内部的量等优点,降低钢的氢脆敏感性。
3、(二)技术方案
4、为实现上述目的,本发明提供如下技术方案:一种碳钢表面复合氮化物阻氢涂层制备方法,包括以下步骤:
5、步骤一、清洁和准备碳钢:对碳钢进行清洁和表面处理,降低表面粗糙度,确保表面清洁;
6、步骤二、创建真空环境:将基材放置在真空镀膜设备中,然后启动设备抽取空气,创建高真空环境;
7、步骤三、充入氩气,利用气体辉光放电清理表面并提高基材表面温度;
8、步骤四、通入氮气,弧光放电激发靶材:在设备中设置多个金属靶材;
9、步骤五、利用源极弧光放电,轰击试样表面,在碳钢表面形成crn、tin、aln复合氮化物涂层;
10、进一步地,步骤一中所述碳钢为q235碳钢。
11、进一步地,步骤一中所述表面处理方法包括砂纸打磨、机械抛光以及去离子水、无水乙醇、丙酮的表面清洗。
12、进一步地,所述步骤二中创建真空环境需要抽真空至4.0×10-3pa。
13、进一步地,所述步骤三中辉光放电电压调至400v。
14、进一步地,步骤四种适量高纯氮气为控制氮气流量0.7~0.9pa。
15、进一步地,所述步骤五源极为cr靶、ti靶、al靶。
16、进一步地,所述步骤五中弧光放电镀膜参数电流45~55a,镀膜偏压为400~500v,镀膜电流45~55a,占空比为30%,镀膜时间30~45min。
17、通过上述技术方案,通过氮化物涂层的形成:通过源极弧光放电形成的带电金属离子与氮原子发生原位反应,可以快速生成金属氮化物涂层,tin、crn和aln等。涂层与基材之间结合紧密度,减少了涂层与基材之间的界面缺陷,增强了涂层的附着力。相比其他镀膜方法,原位反应通过离子轰击源极可以获得更高的镀膜速率。
18、与现有技术相比,本发明提供了一种碳钢表面复合氮化物阻氢涂层制备方法,具备以下有益效果:
19、1、本发明通过源极cr、ti、al弧光放电,轰击试样表面,在碳钢表面形成crn、tin、aln复合氮化物涂层。在氮的气氛中,源极在高电压作用下弧光放电使得源极发射大量的cr、ti、al带电离子,在试样的表面原位反应,[ti]+[n]→[tin],[cr]+[n]→[crn]和[al+[n]→[al],多种氮化物共存于涂层中,形成氮化物复合涂层,达到了利用多弧离子镀膜技术在碳钢表面制备多种氮化物复合涂层,涂层致密,无孔洞裂纹的有益效果。
20、2、本发明通过源极离子轰击,形成的带电离子与氮原子发生原位反应,可以快速生成金属氮化物涂层,如tin、crn和aln等,涂层具有优异的阻氢性能,达到了与基体结合良好,制备的氮化物复合涂层氢扩散系数降低到3.3×10-9cm2/s,2ma/cm2的充氢条件下,稳态氢渗透电流达到0.98μa/cm2,有效降低了氢扩散进入钢铁内部的量的有益效果。
技术特征:
1.一种碳钢表面复合氮化物阻氢涂层制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种碳钢表面复合氮化物阻氢涂层制备方法,其特征在于:所述步骤一中对基材表面清洁处理包括机械处理、溶剂清洗。
3.根据权利要求2所述的一种碳钢表面复合氮化物阻氢涂层制备方法,其特征在于:所述机械处理包括砂纸打磨、机械抛光。
4.根据权利要求2所述的一种碳钢表面复合氮化物阻氢涂层制备方法,其特征在于:所述溶剂清洗包括去离子水、无水乙醇、丙酮。
5.根据权利要求1所述的一种碳钢表面复合氮化物阻氢涂层制备方法,其特征在于:所述步骤二中抽真空真空度至4.0×10-3pa。
6.根据权利要求1所述的一种碳钢表面复合氮化物阻氢涂层制备方法,其特征在于:所述步骤三中辉光放电电压调至400v。
7.根据权利要求1所述的一种碳钢表面复合氮化物阻氢涂层制备方法,其特征在于:所述步骤四中控制氮气量为0.7~0.9pa。
8.根据权利要求1所述的一种碳钢表面复合氮化物阻氢涂层制备方法,其特征在于:所述步骤五中源极为cr靶、ti靶、al靶。
9.根据权利要求1所述的一种碳钢表面复合氮化物阻氢涂层制备方法,其特征在于:所述步骤五中弧光放电镀膜镀膜偏压为400~500v,镀膜电流45~55a,占空比为30%,镀膜时间30~45min。
技术总结
本发明涉及阻氢涂层技术领域,公开了碳钢表面复合氮化物阻氢涂层制备方法,包括:步骤一、对基材进行清洁和表面处理,确保表面干净、无杂质和油脂;步骤二、将基材放置在真空镀膜设备中,抽真空;步骤三、通入高纯氩气,利用气体辉光放电清理表面并提高基材表面温度;步骤四、通入氮气,利用弧光放电激发靶材:在多弧离子镀膜设备中设置多个金属靶材;步骤五、利用源极弧光放电,轰击试样表面,在碳钢表面形成CrN、TiN、AlN复合氮化物涂层。本发明在碳钢表面制备的多种氮化物复合涂层具有优异的阻氢性能,氢扩散系数降低到3.3×10<supgt;‑9</supgt;cm<supgt;2</supgt;/s,稳态氢渗透电流达到0.98μA/cm<supgt;2</supgt;,减少了进入钢内部的氢量,降低钢的氢脆敏感性。
技术研发人员:李守英,陈玉洪
受保护的技术使用者:盐城工业职业技术学院
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!