一种靶材的加工方法与流程
本发明属于靶材加工,涉及一种靶材的加工方法。
背景技术:
1、在微电子半导体集成电路,薄膜混合集成电路,片式元器件等技术领域,都需采用溅射技术以制备出各种不同材质的非金属薄膜,来达到产品的电光、电磁、压电等性能要求。这就需要多种与薄膜材料要求相适应的陶瓷溅射靶材,随着电子产业高速发展,集成电路制造过程中,芯片基片尺寸不断提高,而电子器件不断减少,集成电路电子器件集成度随之提高,制造技术对溅射靶材的工艺越来越严格。
2、陶瓷溅射靶材的质量要求主要包括尺寸、平整度、纯度、合成含量、密度、晶粒尺寸与缺陷控制等方面,此外,在面粗糙度、电阻值、晶粒尺寸均匀性、成分与组织均匀性、异物(氧化物)含量与尺寸、倒磁率、超高密度与超细晶粒等方面,陶瓷溅射靶材具有更高的质量要求或者特殊的质量要求。
3、而随着技术的发展,陶瓷靶材溅射面不再是平面结构的,发展出了溅射面设置为多槽的靶材,目前针对多槽靶材并未有适用性的加工方法。
技术实现思路
1、针对现有技术中存在的上述问题,本发明的目的在于提供一种靶材的加工方法。
2、为实现上述目的,本发明所采用的技术方案是:
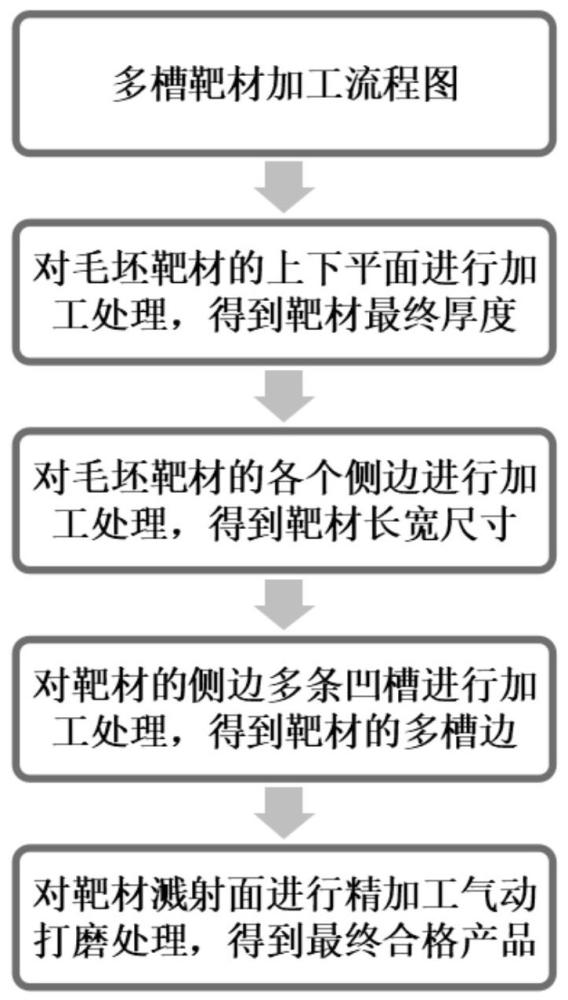
3、一种靶材的加工方法,包括以下步骤:
4、(1)采用平面树脂金刚石砂轮对靶材的上、下表面进行粗加工;
5、(2)采用圆柱树脂金刚石砂轮对靶材的侧边进行加工;
6、(3)采用槽面树脂金刚石砂轮对靶材的侧边槽面进行加工;
7、(4)对靶材的上、下表面进行精加工研磨处理;
8、其中,步骤(3)中,所述靶材设置至少一个侧边槽面,所述槽面树脂金刚石砂轮包括旋转部和与旋转部垂直设置的至少一个槽面圆盘。
9、进一步地,步骤(1)中,采用直径为120mm~150mm的平面树脂金刚石砂轮,金刚石颗粒为100~200目。
10、进一步地,步骤(1)中,平面树脂金刚石砂轮的转速为3000r/min~4500r/min,砂轮的单次进给量为0.3mm~1mm,磨削速度为60mm/min~100mm/min。
11、进一步地,步骤(2)中,对靶材的侧边进行加工采用直径60mm~80mm的圆柱树脂金刚石砂轮,金刚石颗粒为150~300目。
12、进一步地,步骤(2)中,圆柱树脂金刚石砂轮的转速为3000r/min~4500r/min,砂轮的单次进给量为0.3mm~1mm,磨削速度为60mm/min~100mm/min。
13、进一步地,步骤(3)中,对靶材的侧边槽面进行加工使用100~200目槽面树脂金刚石砂轮。
14、进一步地,步骤(3)中,槽面树脂金刚石砂轮的转速为3000r/min~4500r/min,砂轮的单次进给量为0.3mm~0.8mm,槽面树脂金刚石的磨削速度为60mm/min~100mm/min。
15、进一步地,步骤(4)中,使用气动打磨机对溅射面进行打磨处理。打磨溅射靶材面加工过程中的刀痕需要磨平处理,保证产品溅射面的粗糙度符合产品要求。
16、进一步地,步骤(2)中,靶材的侧边进行加工后,靶材的侧边的平面度为0~0.05mm,平行度为0~0.05mm。
17、进一步地,步骤(3)中,靶材的侧边槽面进行加工后,靶材的侧边槽面的平面度为0~0.05mm,平行度为0~0.05mm。
18、进一步地,步骤(4)中,精加工研磨处理后,靶材的上、下表面的粗糙度不大于3.2μm,平面度为0mm~0.05mm,平行度为0mm~0.05mm。
19、进一步地,步骤(3)中,所述槽面圆盘的个数与侧边槽面的个数相同、且一一对应,相对应的槽面圆盘与侧边槽面相适配。
20、本发明尤其适用于陶瓷溅射靶材的加工。
21、与现有技术相比,本发明的有益效果为:
22、本发明采用平面树脂金刚石砂轮先加工上下平面,到圆柱树脂金刚石砂轮加工靶材侧边,再使用槽面树脂金刚石砂轮加工靶材的凹槽边,最后对靶材上下平面进行打磨处理,靶材加工时间短,凹槽边一次成型,加工质量好,产品合格率高,生产成本低。
23、本发明采用槽面树脂金刚石砂轮加工多槽产品一次成型,设置相应的加工参数,对靶材坯料进行分步加工,可有效解决机械加工过程中出现靶材的崩边、崩角等问题,提高多槽靶材的机械加工成品率。
技术特征:
1.一种靶材的加工方法,其特征在于,包括以下步骤:
2.如权利要求1所述的靶材的加工方法,其特征在于,步骤(1)中,采用直径为120mm~150mm的平面树脂金刚石砂轮,金刚石颗粒为100~200目。
3.如权利要求1或2所述的靶材的加工方法,其特征在于,步骤(1)中,平面树脂金刚石砂轮的转速为3000r/min~4500r/min,砂轮的单次进给量为0.3mm~1mm,磨削速度为60mm/min~100mm/min。
4.如权利要求1所述的靶材的加工方法,其特征在于,步骤(2)中,采用直径60mm~80mm的圆柱树脂金刚石砂轮,金刚石颗粒为150~300目。
5.如权利要求1或4所述的靶材的加工方法,其特征在于,步骤(2)中,圆柱树脂金刚石砂轮的转速为3000r/min~4500r/min,砂轮的单次进给量为0.3mm~1mm,磨削速度为60mm/min~100mm/min。
6.如权利要求1所述的靶材的加工方法,其特征在于,步骤(3)中,对靶材的侧边槽面进行加工使用100~200目槽面树脂金刚石砂轮。
7.如权利要求1或6所述的靶材的加工方法,其特征在于,步骤(3)中,槽面树脂金刚石砂轮的转速为3000r/min~4500r/min,砂轮的单次进给量为0.3mm~0.8mm,槽面树脂金刚石的磨削速度为60mm/min~100mm/min。
8.如权利要求1所述的靶材的加工方法,其特征在于,步骤(4)中,使用气动打磨机对靶材的上、下表面进行精加工研磨处理。
9.如权利要求1~8任一项所述的靶材的加工方法,其特征在于:
10.如权利要求1所述的靶材的加工方法,其特征在于,步骤(3)中,所述槽面圆盘的个数与侧边槽面的个数相同、且一一对应,相对应的槽面圆盘与侧边槽面相适配。
技术总结
本发明属于靶材加工技术领域,公开了一种靶材的加工方法。包括以下步骤:(1)采用平面树脂金刚石砂轮对靶材的上、下表面进行粗加工;(2)采用圆柱树脂金刚石砂轮对靶材的侧边进行加工;(3)采用槽面树脂金刚石砂轮对靶材的侧边槽面进行加工;(4)对靶材的上、下表面进行精加工研磨处理;其中,步骤(3)中,所述靶材设置至少一个侧边槽面,所述槽面树脂金刚石砂轮包括旋转部和与旋转部垂直设置的至少一个槽面圆盘。本发明靶材的加工方法加工质量好,产品合格率高,生产成本低。
技术研发人员:植锐俊,陆远智,胡智向
受保护的技术使用者:先导薄膜材料(广东)有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!