一种细化钢轨珠光体组织片间距的热处理方法与流程
本发明属于冶金板材生产,具体涉及一种细化钢轨珠光体组织片间距的热处理方法。
背景技术:
1、铁路的高速化、重载化发展对钢轨材料及其服役性能提出了更加苛刻要求。钢轨作为铁路的走行部件,其质量的优劣、性能的高低严重制约着运输效率和行车安全,伴随铁路运输能力的提升,钢轨服役环境愈加苛刻、复杂,各类伤损突出,部分小半径曲线路段钢轨同时出现过快磨耗、剥离掉块等伤损,影响了铁路运输的发展突破。随着热处理钢轨强度不断增加,钢轨性能余量逐渐减少,要求对钢轨热处理过程实现精细化控制,才能保证钢轨性能和组织的稳定。在钢轨强度级别较大的钢轨中,钢轨组织和性能受多因素影响,通过热处理工艺参数的调整,获得较细的微观组织,从而实现耐磨损、抗接触疲劳性能同步改善的目的。
技术实现思路
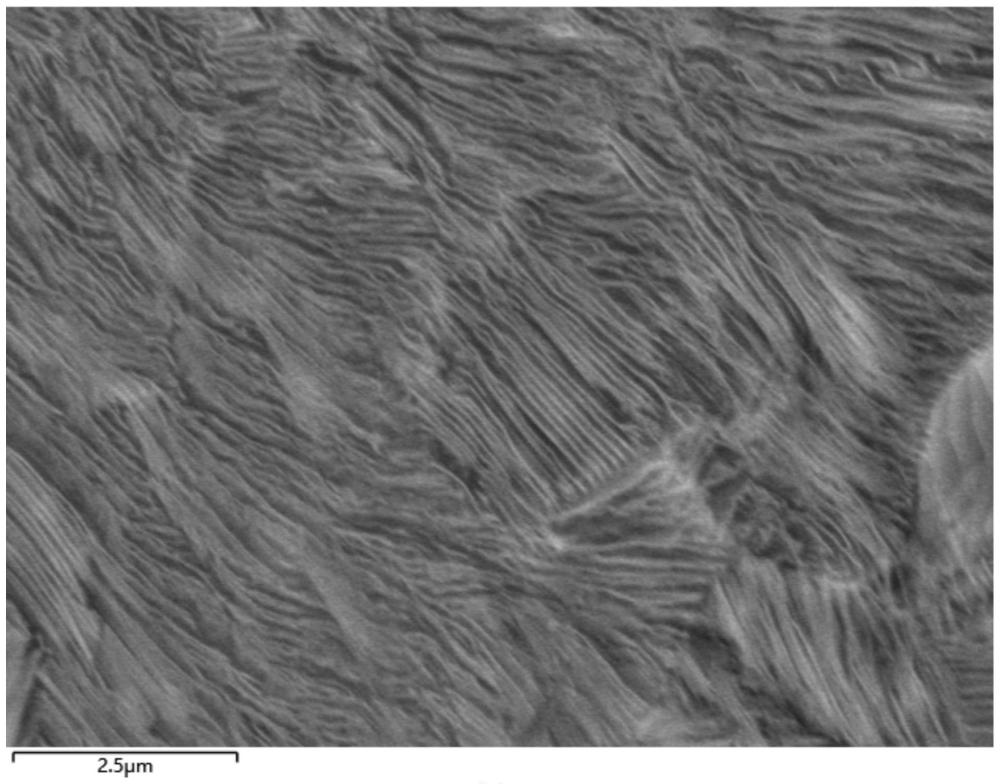
1、针对现有技术中存在的问题,本发明提供一种细化钢轨珠光体组织片间距的热处理方法,其中热处理后的钢轨珠光体组织片间距为0.108μm以下;
2、所述热处理方法包括:对热轧后的钢轨进行淬火处理,其中控制进入淬火线入口温度为770-800℃,淬火过程分为三段,第一段淬火风压为5-7kpa,第一段终冷温度为610-630℃,随后采用强冷风压进行冷却,第二段淬火风压为8-14kpa,第二段终冷温度510-540℃,第三段控制风压为5-7kpa,控制出口温度为480±10℃。
3、在一些实施方式中,所述热处理后的钢轨珠光体组织片间距为0.1075μm以下。
4、在一些实施方式中,所述热处理方法包括:对热轧后的钢轨进行淬火处理,其中控制进入淬火线入口温度为780-790℃,淬火过程分为三段,第一段淬火风压为5-7kpa,第一段终冷温度为610-620℃,随后采用强冷风压进行冷却,第二段淬火风压为8-14kpa,第二段终冷温度520-530℃,第三段控制风压为5-7kpa,控制出口温度为480±5℃。
5、在一些实施方式中,所述钢轨的化学成分为arema-2019标准中碳素钢化学成分。
6、在一些实施方式中,所述钢轨为美标350hb等级在线热处理钢轨。
7、在一些实施方式中,淬火过程的第一段时间为15-40s。
8、在一些实施方式中,淬火过程的第二段时间为15-40s。
9、在一些实施方式中,淬火过程的第一段时间为30-80s。
10、本发明公开了一种细化钢轨珠光体组织片间距的热处理方法,工艺重点是控制热处理过程中入口温度、出口温度、淬火时间、风压等。采用弱冷、强冷、弱冷的三段风压,能够使钢轨的珠光体组织片间距得到细化,同时钢轨力学性能满足arema-2019标准要求,其中热处理后得到的钢轨的珠光体组织片间距为0.108μm以下,力学性能满足:屈服强度≥880mpa,抗拉强度≥1300mpa,延伸率≥11%,踏面硬度≥360hb。
技术特征:
1.一种细化钢轨珠光体组织片间距的热处理方法,其特征在于,热处理后的钢轨珠光体组织片间距为0.108μm以下;
2.根据权利要求1所述的热处理方法,其特征在于,所述热处理后的钢轨珠光体组织片间距为0.1075μm以下。
3.根据权利要求1或2所述的热处理方法,其特征在于,所述热处理方法包括:对热轧后的钢轨进行淬火处理,其中控制进入淬火线入口温度为780-790℃,淬火过程分为三段,第一段淬火风压为5-7kpa,第一段终冷温度为610-620℃,随后采用强冷风压进行冷却,第二段淬火风压为8-14kpa,第二段终冷温度520-530℃,第三段控制风压为5-7kpa,控制出口温度为480±5℃。
4.根据权利要求1-3中任一项所述的热处理方法,其特征在于,所述钢轨的化学成分为arema-2019标准中碳素钢化学成分。
5.根据权利要求1-4中任一项所述的热处理方法,其特征在于,所述钢轨为美标350hb等级在线热处理钢轨。
6.根据权利要求1-5中任一项所述的热处理方法,其特征在于,淬火过程的第一段时间为15-40s。
7.根据权利要求1-6中任一项所述的热处理方法,其特征在于,淬火过程的第二段时间为15-40s。
8.根据权利要求1-7中任一项所述的热处理方法,其特征在于,淬火过程的第一段时间为30-80s。
技术总结
本发明公开一种细化钢轨珠光体组织片间距的热处理方法,其控制热处理过程中入口温度、出口温度、淬火时间、风压等,尤其是采用弱冷、强冷、弱冷的三段风压,能够使钢轨的珠光体组织片间距得到细化,同时钢轨力学性能满足AREMA‑2019标准要求,其中热处理后得到的钢轨的珠光体组织片间距为0.108μm以下。
技术研发人员:彭泽清,薛虎东,边影,王慧军,张凤明,刘阳,文浩然
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!