一种用于电池包壳体去渣包浇口的夹具的制作方法
本发明涉及压铸领域,特别涉及一种用于电池包壳体去渣包浇口的夹具。
背景技术:
1、目前在新能源汽车一般包括插电式混合动力汽车和纯电动汽车两种类型。新能源汽车电池包壳体是电池包的重要组成部分,它能够保护电芯,同时还能够起到散热的作用。采用压铸生产的电池包壳体,毛坯存在渣包和浇口残留,需要去除;通常,渣包采用人工去除,浇口采用冲切模去除;但人工去除的力度和方式不能够做到每一次保持一致,无法保证毛坯残留小于0.5mm;为了保证去除的合格率,需要通过机加工进行切除;另外,电池包外壳外部设置若干加强筋和散热片结构,压铸时需要采用滑块结构;这样会造成产品公差大,如果采用外部特征对电池包外壳进行定位,会使得公差完全偏向一侧,进而使得加工后的电池包外壳一侧加工过度。因此,亟需一种稳定的夹持工具。
技术实现思路
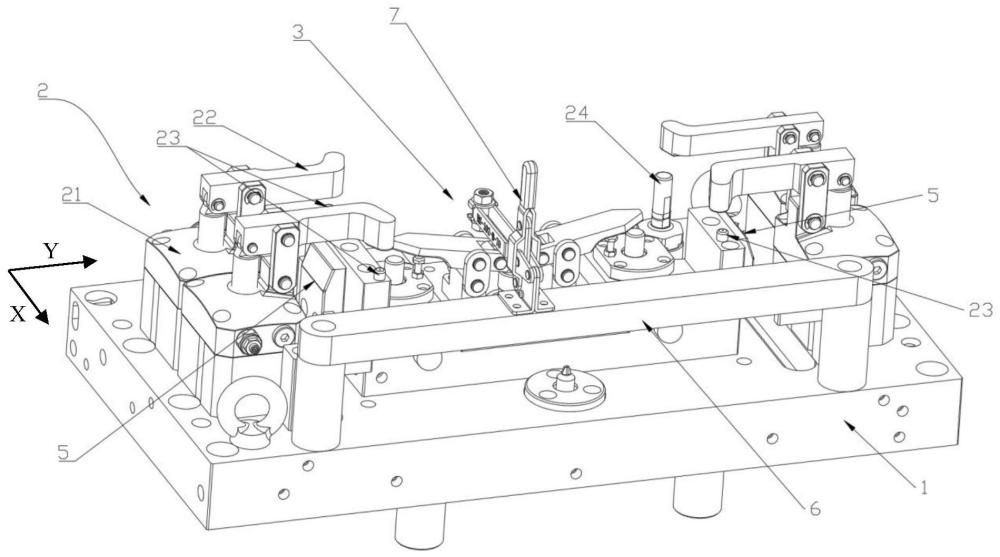
1、针对以上现有技术存在的缺陷,本发明的主要目的在于克服现有技术的不足之处,公开了一种用于电池包壳体去渣包浇口的夹具,包括底板、压紧组件和定位组件,所述底板上间隔设置贯穿的用于刀具的进刀槽,所述定位组件设置在两组所述进刀槽之间,利用所述定位组件对电池包外壳按中心定位,所述压紧组件设置在所述底板上,当所述定位组件对电池包定位后,利用所述压紧组件将电池包外壳压紧固定。
2、进一步地,所述定位组件包括弹簧定位销、底座、两组同步顶出组件和驱动组件,所述弹簧定位销设置在所述底板上,且位于两所述进刀槽的中间,利用所述弹簧定位销对电池包外壳在y轴方向定位;所述底座设置在所述底板上,两组所述同步顶出组件间隔设置在所述底座上,利用所述驱动组件控制所述同步顶出组件沿x轴同步伸出或收缩,以对电池包外壳在x轴方向居中定位。
3、进一步地,所述同步顶出组件包括固定座、驱动块、弹簧、驱动杆和顶杆,所述底座中间设置安装腔,并且所述底座沿x轴向设置与所述顶杆配合的导向孔,所述导向孔与所述安装腔连通,所述顶杆滑动设置在所述导向孔,所述固定座设置在所述安装腔内,所述驱动块与所述固定座滑动连接,所述弹簧作用在所述固定座和所述驱动块上,利用所述弹簧为所述驱动块提供向上的推力;所述顶杆的一端和所述驱动块上设置相互配合的第一斜面和第二斜面,所述第一斜面与所述第二斜面滑动连接,所述驱动杆设置在所述驱动块上,并且所述驱动杆的上端突出于所述底座。
4、进一步地,所述固定座包括下端板,所述下端板的上表面凸设与所述驱动块配合的导向筒,所述驱动块的下表面凹设容纳腔,所述驱动块设置在所述导向筒内,使得所述驱动块与所述导向筒滑动连接;所述弹簧设置在所述容纳腔内,所述弹簧的两端分别作用在下端板和所述容纳腔的底部。
5、进一步地,所述驱动块的顶部凹设插槽,所述驱动杆插入所述插槽并固定。
6、进一步地,所述同步顶出组件还包括上端板,所述上端板中间设置与所述驱动杆配合的导孔,所述上端板固定在所述底座上,利用所述导孔引导所述驱动杆上下移动。
7、进一步地,所述驱动组件包括油缸、连接座、两块安装座、两组连接件和两块压板,所述油缸设置在所述底座下方,且位于两组所述同步顶出组件中间,两块所述安装座分设在所述油缸两侧,且位于所述底座上表面,所述连接座设置在所述油缸上,所述压板的一端与所述连接座铰接,所述连接件的两端分别与所述安装座、所述压板铰接;当所述油缸向上顶出时,所述压板向两侧展开并下压;当所述油缸收缩时,所述压板向中间收缩。
8、进一步地,所述弹簧定位销的顶部为菱形销。
9、进一步地,所述底板上安装支架,所述支架上设置快速夹,所述快速夹上设置胶垫,所述快速夹通过所述胶垫压紧在电池包外壳顶部。
10、进一步地,所述压紧组件包括四个杠杆油缸、压块、三个固定支撑点和支撑缸,三个所述固定支撑点和所述支撑缸呈长方形分布,且分别支撑在电池包外壳内部的四个顶角处,四个所述杠杆油缸设置在所述底板上,所述压块设置在所述杠杆油缸上,所述压块的压垫与所述固定支撑点、所述支撑缸对应。
11、本发明取得的有益效果:
12、本发明通过弹簧定位销和同步顶出组件配合,先通过弹簧定位销进行y轴方向定位,而后在通过同步顶出组件进行x轴方向定位,使得电池包外壳居中定位,进而保证机加工切除渣包浇口的尺寸。固定座和驱动块采用套接滑动连接,并且驱动块内设置安装腔,用于容纳和引导弹簧压缩和展开,并且配合上端盖的导孔与驱动杆配合,共同引导驱动块稳定上下移动。通过快速夹配合胶垫对电池包外壳进行预压紧,使得电池包外壳进行压紧的同时又能够水平微小调节。
技术特征:
1.一种用于电池包壳体去渣包浇口的夹具,其特征在于,包括底板、压紧组件和定位组件,所述底板上间隔设置贯穿的用于刀具的进刀槽,所述定位组件设置在两组所述进刀槽之间,利用所述定位组件对电池包外壳按中心定位,所述压紧组件设置在所述底板上,当所述定位组件对电池包定位后,利用所述压紧组件将电池包外壳压紧固定。
2.根据权利要求1所述的一种用于电池包壳体去渣包浇口的夹具,其特征在于,所述定位组件包括弹簧定位销、底座、两组同步顶出组件和驱动组件,所述弹簧定位销设置在所述底板上,且位于两所述进刀槽的中间,利用所述弹簧定位销对电池包外壳在y轴方向定位;所述底座设置在所述底板上,两组所述同步顶出组件间隔设置在所述底座上,利用所述驱动组件控制所述同步顶出组件沿x轴同步伸出或收缩,以对电池包外壳在x轴方向居中定位。
3.根据权利要求1所述的一种用于电池包壳体去渣包浇口的夹具,其特征在于,所述同步顶出组件包括固定座、驱动块、弹簧、驱动杆和顶杆,所述底座中间设置安装腔,并且所述底座沿x轴向设置与所述顶杆配合的导向孔,所述导向孔与所述安装腔连通,所述顶杆滑动设置在所述导向孔,所述固定座设置在所述安装腔内,所述驱动块与所述固定座滑动连接,所述弹簧作用在所述固定座和所述驱动块上,利用所述弹簧为所述驱动块提供向上的推力;所述顶杆的一端和所述驱动块上设置相互配合的第一斜面和第二斜面,所述第一斜面与所述第二斜面滑动连接,所述驱动杆设置在所述驱动块上,并且所述驱动杆的上端突出于所述底座。
4.根据权利要求3所述的一种用于电池包壳体去渣包浇口的夹具,其特征在于,所述固定座包括下端板,所述下端板的上表面凸设与所述驱动块配合的导向筒,所述驱动块的下表面凹设容纳腔,所述驱动块设置在所述导向筒内,使得所述驱动块与所述导向筒滑动连接;所述弹簧设置在所述容纳腔内,所述弹簧的两端分别作用在下端板和所述容纳腔的底部。
5.根据权利要求3所述的一种用于电池包壳体去渣包浇口的夹具,其特征在于,所述驱动块的顶部凹设插槽,所述驱动杆插入所述插槽并固定。
6.根据权利要求3所述的一种用于电池包壳体去渣包浇口的夹具,其特征在于,所述同步顶出组件还包括上端板,所述上端板中间设置与所述驱动杆配合的导孔,所述上端板固定在所述底座上,利用所述导孔引导所述驱动杆上下移动。
7.根据权利要求2所述的一种用于电池包壳体去渣包浇口的夹具,其特征在于,所述驱动组件包括油缸、连接座、两块安装座、两组连接件和两块压板,所述油缸设置在所述底座下方,且位于两组所述同步顶出组件中间,两块所述安装座分设在所述油缸两侧,且位于所述底座上表面,所述连接座设置在所述油缸上,所述压板的一端与所述连接座铰接,所述连接件的两端分别与所述安装座、所述压板铰接;当所述油缸向上顶出时,所述压板向两侧展开并下压;当所述油缸收缩时,所述压板向中间收缩。
8.根据权利要求1所述的一种用于电池包壳体去渣包浇口的夹具,其特征在于,所述弹簧定位销的顶部为菱形销。
9.根据权利要求1所述的一种用于电池包壳体去渣包浇口的夹具,其特征在于,所述底板上安装支架,所述支架上设置快速夹,所述快速夹上设置胶垫,所述快速夹通过所述胶垫压紧在电池包外壳顶部。
10.根据权利要求1所述的一种用于电池包壳体去渣包浇口的夹具,其特征在于,所述压紧组件包括四个杠杆油缸、压块、三个固定支撑点和支撑缸,三个所述固定支撑点和所述支撑缸呈长方形分布,且分别支撑在电池包外壳内部的四个顶角处,四个所述杠杆油缸设置在所述底板上,所述压块设置在所述杠杆油缸上,所述压块的压垫与所述固定支撑点、所述支撑缸对应。
技术总结
本发明公开了一种用于电池包壳体去渣包浇口的夹具,包括底板、压紧组件和定位组件,底板上间隔设置贯穿的用于刀具的进刀槽,定位组件设置在两组进刀槽之间,利用定位组件对电池包外壳按中心定位,压紧组件设置在底板上,当定位组件对电池包定位后,利用压紧组件将电池包外壳压紧固定。本发明通过弹簧定位销和同步顶出组件配合,先通过弹簧定位销进行Y轴方向定位,而后在通过同步顶出组件进行X轴方向定位,使得电池包外壳居中定位,进而保证机加工切除渣包浇口的尺寸。固定座和驱动块采用套接滑动连接,并且驱动块内设置安装腔,用于容纳和引导弹簧压缩和展开,并且配合上端盖的导孔与驱动杆配合,共同引导驱动块稳定上下移动。
技术研发人员:张晓,吴庆
受保护的技术使用者:太仓海嘉车辆配件有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!