一种增材制造成形三维零件的方法及装置与流程
本发明实施例涉及增材制造,尤其涉及一种增材制造成形三维零件的方法及装置。
背景技术:
1、增材制造技术打印零件时通常会在倾斜角度较大或悬空面下方添加支撑,以便导走熔化时产生的热量,用来防止热应力积累导致零件翘曲坍塌。对于含多孔结构的复杂零件,若多孔部分不添加支撑可能导致多孔翘曲变形,而支撑添加不当也会导致后处理过程损伤多孔,造成产品报废,大大降低产品的合格率。
2、关于上述技术方案,发明人发现至少存在如下一些技术问题:
3、对于含多孔结构的零件,存在支撑添加难度大,打印结束后去除难度大、工序复杂且可能会造成过多损伤等问题。
4、因此,有必要改善上述相关技术方案中存在的一个或者多个问题。
5、需要注意的是,本部分旨在为权利要求书中陈述的本发明的技术方案提供背景或上下文。此处的描述不因为包括在本部分中就承认是现有技术。
技术实现思路
1、本发明的目的在于提供一种增材制造成形三维零件的方法及装置,进而至少在一定程度上解决由于相关技术的限制和缺陷而导致的一个或者多个问题。
2、本发明提供一种增材制造成形三维零件的方法,包括以下步骤:
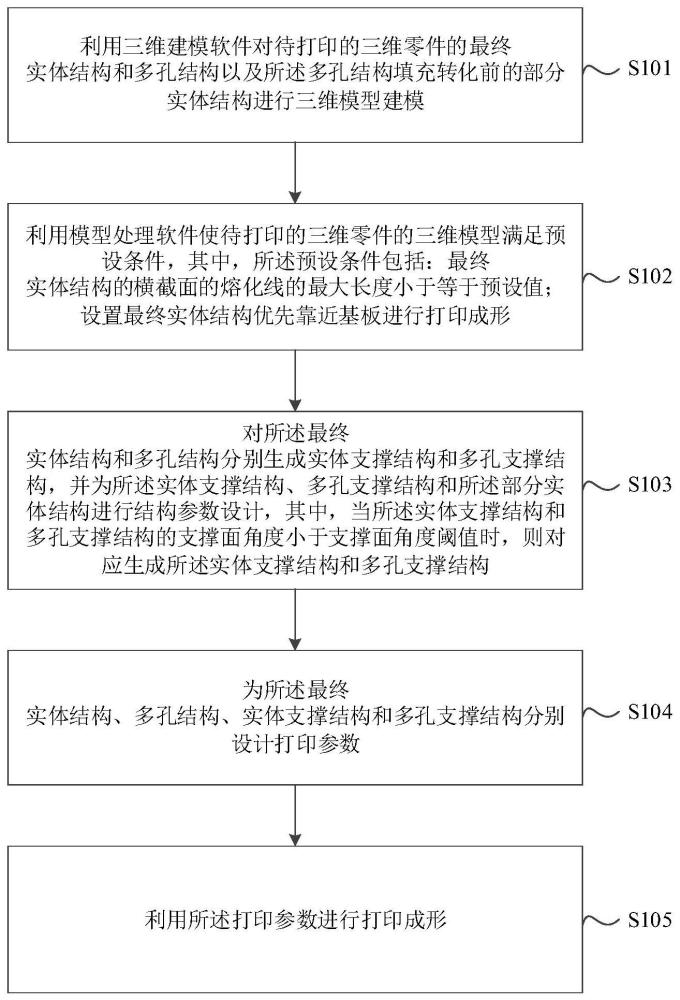
3、利用三维建模软件对待打印的三维零件的最终实体结构和多孔结构以及所述多孔结构填充转化前的部分实体结构进行三维模型建模;
4、利用模型处理软件使待打印的三维零件的三维模型满足预设条件,其中,所述预设条件包括:最终实体结构的横截面的熔化线的最大长度小于等于预设值;设置最终实体结构优先靠近基板进行打印成形;
5、对所述最终实体结构和多孔结构分别生成实体支撑结构和多孔支撑结构,并为所述实体支撑结构、多孔支撑结构和所述部分实体结构进行结构参数设计,其中,当所述实体支撑结构和多孔支撑结构的支撑面角度小于支撑面角度阈值时,则对应生成所述实体支撑结构和多孔支撑结构;
6、为所述最终实体结构、多孔结构、实体支撑结构和多孔支撑结构分别设计打印参数;
7、利用所述打印参数进行打印成形。
8、本发明中,所述预设值小于等于50~70mm。
9、本发明中,所述预设条件还包括:位于所述最终实体结构上方的所述多孔结构的上表面与水平面形成的夹角介于60°~180°之间。
10、本发明中,所述实体支撑结构和多孔支撑结构的支撑面角度阈值分别为70°和60°。
11、本发明中,为所述实体支撑结构、多孔支撑结构和所述部分实体结构进行结构参数设计的步骤包括:
12、为所述实体支撑结构进行结构参数设计:所述实体支撑结构的长度l≥(5~10mm),填充线间距2.2~2.8mm,无填充齿;
13、为所述多孔支撑结构进行结构参数设计:所述多孔支撑结构的长度≥5mm,填充线密度应小于多孔晶胞大小,有填充齿上齿和边界齿;
14、所述部分实体结构进行结构参数设计:多孔填充线间距y与晶胞大小x满足以下关系:y=(0.5~1)x;多孔填充齿的齿顶宽a’范围为0.05~0.1mm,多孔边界齿高度b’为2~4mm。
15、本发明中,所述最终实体结构的打印参数为:熔化电流14.5~16ma,扫描速度5~5.5m/s。
16、本发明中,所述多孔结构的打印参数为:熔化电流3~4ma,扫描速度0.6~1.0m/s。
17、本发明中,所述实体支撑结构的打印参数为:熔化电流3.0~5.5ma,扫描速度2.2~2.5m/s。
18、本发明中,所述多孔支撑结构的打印参数为:熔化电流2.0~3.0ma,扫描速度2.2~2.5m/s。
19、本发明还提供一种增材制造成形三维零件的装置,利用以上任一实施方式所提供的增材制造成形三维零件的方法对三维零件进行增材制造。
20、本发明提供的技术方案可以包括以下有益效果:
21、本发明中,对三维零件的实体结构、多孔结构以及多孔结构填充转化前的部分实体结构分别进行建模,使各部分的参数可以分开设计,并通过设置预设条件对三维模型进行优化,根据支撑面角度阈值对支撑结构进行设计,然后并分别设计打印参数,使得制造的三维零件可以避免翘曲变形,同时又可以保证零件的支撑部分易于去除,不损伤多孔结构,提高产品成功率,同时减少支撑量,粉末消耗与打印成本也相应降低。
技术特征:
1.一种增材制造成形三维零件的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述增材制造成形三维零件的方法,其特征在于,所述预设值小于等于50~70mm。
3.根据权利要求2所述增材制造成形三维零件的方法,其特征在于,所述预设条件还包括:位于所述最终实体结构上方的所述多孔结构的上表面与水平面形成的夹角介于60°~180°之间。
4.根据权利要求1所述增材制造成形三维零件的方法,其特征在于,所述实体支撑结构和多孔支撑结构的支撑面角度阈值分别为70°和60°。
5.根据权利要求2所述增材制造成形三维零件的方法,其特征在于,为所述实体支撑结构、多孔支撑结构和所述部分实体结构进行结构参数设计的步骤包括:
6.根据权利要求1所述增材制造成形三维零件的方法,其特征在于,所述最终实体结构的打印参数为:熔化电流14.5~16ma,扫描速度5~5.5m/s。
7.根据权利要求1所述增材制造成形三维零件的方法,其特征在于,所述多孔结构的打印参数为:熔化电流3~4ma,扫描速度0.6~1.0m/s。
8.根据权利要求1所述增材制造成形三维零件的方法,其特征在于,所述实体支撑结构的打印参数为:熔化电流3.0~5.5ma,扫描速度2.2~2.5m/s。
9.根据权利要求1所述增材制造成形三维零件的方法,其特征在于,所述多孔支撑结构的打印参数为:熔化电流2.0~3.0ma,扫描速度2.2~2.5m/s。
10.增材制造成形三维零件的装置,其特征在于,利用权利要求1-9任一项所述的增材制造成形三维零件的方法对三维零件进行增材制造。
技术总结
本发明是关于一种增材制造成形三维零件的方法及装置,该方法包括:对最终实体结构和多孔结构以及部分实体结构进行三维模型建模;使待打印的三维零件的三维模型满足预设条件,预设条件包括:最终实体结构的横截面的熔化线的最大长度小于等于预设值;设置最终实体结构优先靠近基板进行打印成形;生成实体支撑结构和多孔支撑结构,并进行结构参数设计;设计打印参数;利用打印参数进行打印成形。本发明对三维零件的实体结构、多孔结构分别进行建模,使参数可以分开设计,并对三维模型进行优化,根据支撑面角度阈值对支撑结构进行设计,并分别设计打印参数,使得零件可以避免翘曲变形,支撑部分易于去除,不损伤多孔结构,提高成功率,减少支撑量。
技术研发人员:赵锦红,李会霞,任树锋,王辉,向长淑,赵小欢,程康康
受保护的技术使用者:西安赛隆增材技术股份有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!