硬质合金带锯条及其制作方法和应用与流程
本申请涉及硬质合金带锯条,特别是涉及一种硬质合金带锯条及其制作方法和应用。
背景技术:
1、硬质合金带锯条是制造业中应用最为广泛的铝合金切断工具之一,具有切削效率高、断面质量优以及节能节材等优点。硬质合金带锯条切断铝合金的典型切削工况为对1709mm×3910mm的大尺寸铝合金板进行锯切,线速度高达1500m/min~3000m/min,切削效率要求达到1400cm2/min,切削过程仅使用少量油雾润滑降温;并且硬质合金带锯条由于自身特殊的柔性带状特征,表现出独有的多刃振动切削的特性,与化学气相沉积、物理气相沉积涂层的刚性刀具切削工况具有极大差异,因而对涂层各项性能都提出了更加严苛的要求。目前的刀具涂层并不适用于硬质合金带锯条高速切削加工铝合金的工况。
技术实现思路
1、本发明提供了一种硬质合金带锯条及其制作方法和应用,以解决现有技术中刀具涂层无法满足硬质合金带锯条高速切削加工铝合金工况的技术问题。
2、为达到上述目的,本发明提供的技术方案如下:
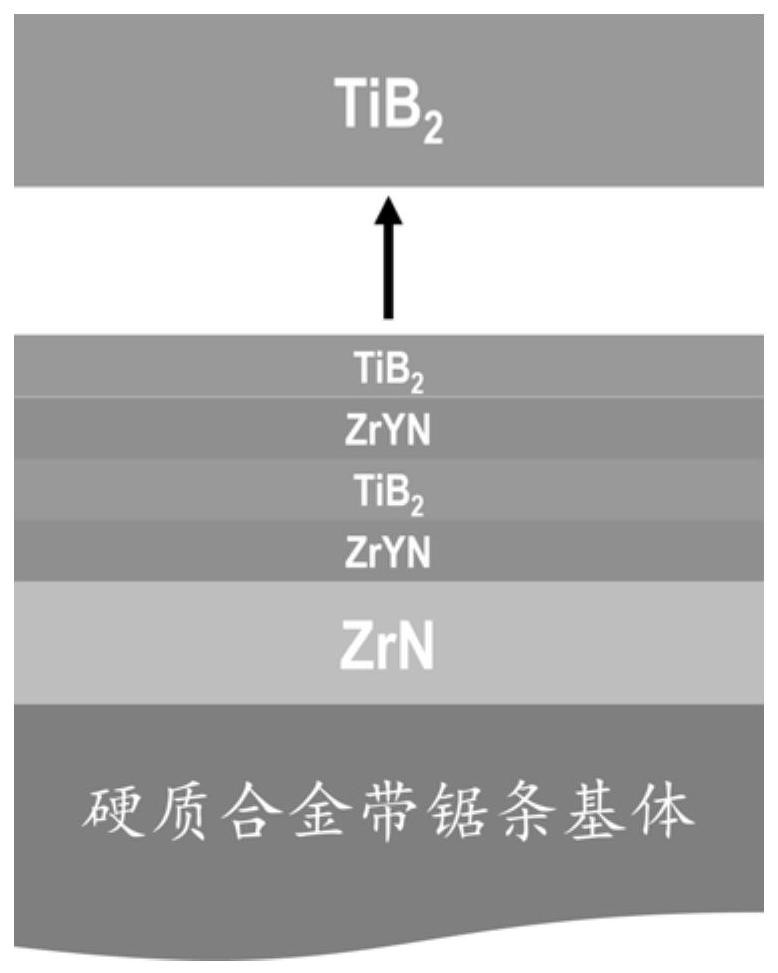
3、本发明的第一方面,提供了一种硬质合金带锯条,包括基体及设置于所述基体表面的复合涂层,所述复合涂层包括交替设置的zryn层和tib2层,所述复合涂层的最内层为所述zryn层,最外层为所述tib2层。
4、进一步地,所述zryn层中各元素的原子百分含量为:zr为40%~70%,y为1%~20%,n为10%~60%。
5、进一步地,所述tib2层中各元素的原子百分含量为:ti为20%~40%,b为60%~80%,且各元素的原子百分含量之和为100%。
6、进一步地,所述zryn层的厚度为100nm~1000nm,所述tib2层的厚度为100nm~1000nm;所述复合涂层的厚度为1.0μm~6.0μm。
7、进一步地,所述zryn层与所述tib2层的厚度比为5∶1~25。
8、进一步地,所述复合涂层还包括zrn层,所述zrn层位于所述复合涂层的最内侧,设置于所述基体与所述zryn层之间。
9、进一步地,所述zrn层中各元素的原子百分含量为:zr为40%~90%,n为10%~60%,且各元素的原子百分含量之和为100%。
10、进一步地,所述zrn层中自所述基体由内至外zr的原子百分含量递减,n的原子百分含量递增。
11、进一步地,所述zrn层的厚度为0.5μm~2.0μm。
12、进一步地,所述基体包括带体和形成于所述带体上的锯齿,所述复合涂层设置于所述锯齿的表面上。
13、本发明的第二方面,提供了上述硬质合金带锯条的制作方法,包括以下步骤:将所述基体进行预处理,在预处理后的所述基体表面先后交替沉积所述zryn层和所述tib2层,即得到所述硬质合金带锯条。
14、进一步地,所述步骤中在交替沉积所述zryn层和所述tib2层之前,还包括在所述基体的表面沉积zrn层。
15、本发明的第三方面,还提供了上述硬质合金带锯条在铝合金加工中的应用。
16、本发明提供的硬质合金带锯条,在基体表面交替设置zryn层和tib2层的复合涂层,形成周期性的多层涂层结构,且靠近基体表面设置zryn层,复合涂层的最外侧设置tib2层;其中zryn层和tib2层都具有优异的高温抗氧化性能,zryn层的硬度相对于tib2层低,且韧性更佳,zryn层和tib2层形成软硬交替的分布周期性的多层结构,韧性显著提升,能够适用于在硬质合金带锯条高速锯切铝合金的高温以及振动切削工况。
技术特征:
1.一种硬质合金带锯条,其特征在于:包括基体及设置于所述基体表面的复合涂层,所述复合涂层包括交替设置的zryn层和tib2层,所述复合涂层的最内层为所述zryn层,最外层为所述tib2层。
2.根据权利要求1所述的硬质合金带锯条,其特征在于,所述zryn层中各元素的原子百分含量为:zr为40%~70%,y为1%~20%,n为10%~60%。
3.根据权利要求1所述的硬质合金带锯条,其特征在于,所述tib2层中各元素的原子百分含量为:ti为20%~40%,b为60%~80%,且各元素的原子百分含量之和为100%。
4.根据权利要求1所述的硬质合金带锯条,其特征在于,所述zryn层的厚度为100nm~1000nm,所述tib2层的厚度为100nm~1000nm;所述复合涂层的厚度为1.0μm~6.0μm。
5.根据权利要求1至4任意一项所述的硬质合金带锯条,其特征在于,所述复合涂层还包括zrn层,所述zrn层位于所述复合涂层的最内侧,设置于所述基体与所述zryn层之间。
6.根据权利要求5所述的硬质合金带锯条,其特征在于,所述zrn层中各元素的原子百分含量为:zr为40%~90%,n为10%~60%,且各元素的原子百分含量之和为100%。
7.根据权利要求6所述的硬质合金带锯条,其特征在于,所述zrn层中自所述基体由内至外zr的原子百分含量递减,n的原子百分含量递增。
8.根据权利要求5所述的硬质合金带锯条,其特征在于,所述zrn层的厚度为0.5μm~2.0μm。
9.根据权利要求1至4任意一项所述的硬质合金带锯条,其特征在于,所述基体包括带体和形成于所述带体上的锯齿,所述复合涂层设置于所述锯齿的表面上。
10.权利要求1至9任意一项所述的硬质合金带锯条的制作方法,其特征在于,包括以下步骤:将所述基体进行预处理,在预处理后的所述基体表面先后交替沉积所述zryn层和所述tib2层,即得到所述硬质合金带锯条。
11.根据权利要求10所述的硬质合金带锯条的制作方法,其特征在于,所述步骤中在交替沉积所述zryn层和所述tib2层之前,还包括在所述基体的表面沉积zrn层。
12.权利要求1至9任意一项所述的硬质合金带锯条在铝合金加工中的应用。
技术总结
本申请公开了一种硬质合金带锯条及其制作方法和应用,以解决现有技术中刀具涂层无法满足硬质合金带锯条高速切削加工铝合金工况的技术问题。硬质合金带锯条包括基体及设置于基体表面的复合涂层,复合涂层包括交替设置的ZrYN层和TiB<subgt;2</subgt;层,复合涂层的最内层为ZrYN层,最外层为TiB<subgt;2</subgt;层。该硬质合金带锯条在高速锯切铝合金的过程中,不仅能够有效缓解被加工材料与带锯条之间的黏合与附着,还提供优异的涂层结合强度与高温抗氧化性能,适合铝合金锯切加工的高速断续切削的工况,使用寿命长且断面质量优。
技术研发人员:张权,李栋梁,薛寒,喻浩然,贾寓真
受保护的技术使用者:湖南泰嘉新材料科技股份有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!