一种盾构机刀具用耐磨材料及制备方法与流程
本发明涉及盾构机刀具,特别涉及一种盾构机刀具用耐磨材料及制备方法。
背景技术:
1、盾构机是盾构施工方法的主要施工机械,它实质就是一个既可以支承地层压力又可以在地层中推进的活动钢筒结构。根据地质条件的变化,以及盾构机械的发展与改进,在钢筒结构的前端、中段、尾部以及盾构后续部分与地面上,综合配有各种不同的挖掘、顶进、转向、支护、排渣、衬砌、运输等机械,形成一个完整的施工机械系统。
2、由于我国幅员辽阔,各地的地质条件差异较大,因此在进行盾构掘进时会面临各种各样的地层情况,为了满足一定的掘进效率,人们针对不同的地质条件开发了各种类型的刀具,施工人员可以按需要选取适合的刀具。目前常用的盾构刀具有切削刀、刮刀、齿刀、滚刀(单刃、双刃、三刃)、先行刀和仿形刀等。
3、盾构刀具承受着来自地下土质、水压等持续和变化着的挤压、冲击、刮削等作用。硬质合金刀片工作面受挤压、刮削而产生强力磨损,当冲击力超过合金材料能承受的强度极限时则导致刀片崩裂。在苛刻的施工工况下,装机及更换维修用的盾构刀具磨损严重、断裂失效等情况时常发生,为了人们改进了盾构机刀具材料。
4、现有专利授权号为cn102796934b,专利名称为一种盾构机刀具材料及其制备方法的发明专利其特征是采用6.0~10.0μm的高碳wc,并添加0.4~
5、1.0wt%的(w,t i,ta,nb)c多元固溶体。多元固溶体中的t i,ta,nb等元素,以及其中的游离碳弥散分布在wc晶粒附近,可诱导硬质合金中wc晶粒(0001)基面在烧结过程中的择优生长。本发明的盾构机刀具硬质合金材料制备方法避免了对粗颗粒wc原料的依赖,工艺控制简单,利用wc晶粒的择优生长可获得强度、硬度与耐磨性良好的粗晶粒硬质合金,可用于盾构机的各类刀具。
6、目前现有的盾构机刀具材料在在正常场景下其耐磨性能足够,但是其在低温场景下,其冲击韧性不足,但是在零下二十度以下,在与岩石进行碰撞时,刀片会出现较为严重的磨损,未能保证钢板的抗震性能,满足不了人们的需要,为此,我们发明了一种盾构机刀具用耐磨材料及制备方法。
技术实现思路
1、本发明的主要目的在于提供一种盾构机刀具用耐磨材料及制备方法,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明采取的技术方案为:
3、一种盾构机刀具用耐磨材料,该耐磨材料以重量百分比计包括以下组分:碳0.32-0.45、硅0.80-1.20、锰0.20-0.50、磷0-0.30、硫0-0.30、铬4.75-5.50、钼1.10-1.75、钒0.80-1.20,其他为铁和不可避免的杂质。
4、优选的,一种盾构机刀具用耐磨材料,该耐磨材料以重量百分比计包括以下组分:碳0.38、硅1.00、锰0.35、磷0.18、硫0.20、铬5.10、钼1.35、钒1.00,其他为铁和不可避免的杂质。
5、优选的,一种盾构机刀具用耐磨材料的制备方法,其特征在于:包括以下步骤:
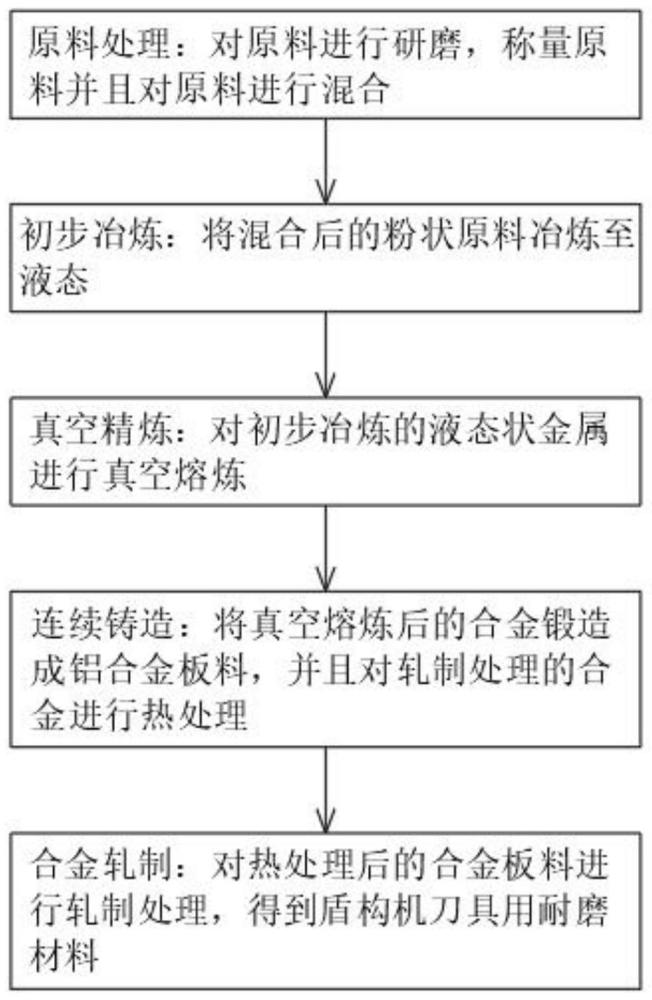
6、(1)、原料处理:按照对原料进行研磨,称量原料并且对原料进行混合;
7、(2)、初步冶炼:将混合后的粉状原料冶炼至液态;
8、(3)、真空精炼:对初步冶炼的液态状金属进行真空熔炼;
9、(4)、连续铸造:将真空熔炼后的合金锻造成铝合金板料,并且对轧制处理的合金进行热处理;
10、(5)、合金轧制:对热处理后的合金板料进行轧制处理,得到盾构机刀具用耐磨材料。
11、优选的,原料处理步骤中,首先采用研磨机将原料加工成同等粒径的粉状原料,然后称量粉状原料,并且将粉状原料送入混合机中混合,混合机混合原料的速度为100-120r/min,原料混合的时间为1.5-2h。
12、优选的,所述初步冶炼时采用氧气顶吹转炉炼钢法进行初炼,初步冶炼后钢水中氧≤0.05%。
13、优选的,所述真空精炼包括以下步骤:
14、预处理:清洁熔炼设备,并且进行预热;
15、高温熔炼:将钢水添加到预热后的熔炼设备中进行真空精炼。
16、优选的,步骤预处理中,熔炼设备采用真空感应炉,清洁真空感应炉的炉膛和模具,预热后真空感应炉的内部温度为500-600℃。
17、优选的,高温熔炼中,进行恒温升温,升温速率为80-120℃/min,升温至1300-1400℃熔炼1-2h。
18、优选的,步骤(4)中,热处理时进行三次热处理,一次热处理时先将铸造的钢材升温至880-900℃下保温2h,然后降温至700-750℃下保温2-3h,在对钢材进行空冷;
19、二次热处理时,将空冷的钢材升温至550-600℃保温1-2h,然后升温至800-850℃保温1-2h,再升温至1100-1150℃保温1-2h,最后采用油冷降温;
20、三次热处理时,将油冷的钢材升温至600℃保温1-2h。
21、优选的,所述合金轧制时对合金进行热轧和冷轧;
22、合金热轧3-4次,热轧总下压率为50-60%,每次热轧下压率低于20%,热轧前合金板料位于550℃下加热1-2h;
23、合金冷轧2-3次,冷轧总下压率为25-35%,每次冷轧下压率低于15%,冷轧后合金板料位于400℃下加热1-2h。
24、与现有技术相比,本发明一种盾构机刀具用耐磨材料及制备方法,具有如下有益效果:
25、1、本发明一种盾构机刀具用耐磨材料,其原料常见,成本比较低廉,对于设备的要求比较低,适合工业大规模的生产,具有良好的使用前景:
26、2、本发明一种盾构机刀具用耐磨材料的制备方法,其在钢材铸造后进行热处理,第一次使得钢材中的碳化物颗粒更加均匀、细小,消除片状珠光体的渗碳体中存在的亚晶界和位错等缺陷,提高钢材的韧性,第二次热处理使得钢中的组织完全奥氏体化,晶粒尺寸较细小、均匀且形态稳定,使得钢材性能更加的稳定,第三次热处理马氏体和残余奥氏体逐渐分解完成,碳化物逐渐析出,从而减少或消除内应力,降低材料的脆性,从而大大提高盾构机刀具用耐磨材料的性能。
27、3、本发明一种盾构机刀具用耐磨材料的制备方法,其热轧冷轧相结合,充分保证奥氏体变形回复时间,辅以加速冷却,叠加细化晶粒,提高钢板低温韧性,使得该盾构机刀具用耐磨材料能够适用于不同的环境使用,空一步提高适用场景。
技术特征:
1.一种盾构机刀具用耐磨材料,其特征在于:该耐磨材料以重量百分比计包括以下组分:碳0.32-0.45、硅0.80-1.20、锰0.20-0.50、磷0-0.30、硫0-0.30、铬4.75-5.50、钼1.10-1.75、钒0.80-1.20,其他为铁和不可避免的杂质。
2.根据权利要求1所述的一种盾构机刀具用耐磨材料,其特征在于:该耐磨材料以重量百分比计包括以下组分:碳0.38、硅1.00、锰0.35、磷0.18、硫0.20、铬5.10、钼1.35、钒1.00,其他为铁和不可避免的杂质。
3.根据权利要求1-2任一所述的一种盾构机刀具用耐磨材料的制备方法,其特征在于:包括以下步骤:
4.根据权利要求3所述的一种盾构机刀具用耐磨材料的制备方法,其特征在于:原料处理步骤中,首先采用研磨机将原料加工成同等粒径的粉状原料,然后称量粉状原料,并且将粉状原料送入混合机中混合,混合机混合原料的速度为100-120r/min,原料混合的时间为1.5-2h。
5.根据权利要求3所述的一种盾构机刀具用耐磨材料的制备方法,其特征在于:所述初步冶炼时采用氧气顶吹转炉炼钢法进行初炼,初步冶炼后钢水中氧≤0.05%。
6.根据权利要求3所述的一种盾构机刀具用耐磨材料的制备方法,其特征在于:所述真空精炼包括以下步骤:
7.根据权利要求6所述的一种盾构机刀具用耐磨材料的制备方法,其特征在于:步骤预处理中,熔炼设备采用真空感应炉,清洁真空感应炉的炉膛和模具,预热后真空感应炉的内部温度为500-600℃。
8.根据权利要求6所述的一种盾构机刀具用耐磨材料的制备方法,其特征在于:高温熔炼中,进行恒温升温,升温速率为80-120℃/min,升温至1300-1400℃熔炼1-2h。
9.根据权利要求6所述的一种盾构机刀具用耐磨材料的制备方法,其特征在于:步骤(4)中,热处理时进行三次热处理,一次热处理时先将铸造的钢材升温至880-900℃下保温2h,然后降温至700-750℃下保温2-3h,在对钢材进行空冷;
10.根据权利要求9所述的一种盾构机刀具用耐磨材料的制备方法,其特征在于:所述合金轧制时对合金进行热轧和冷轧;
技术总结
本发明公开了一种盾构机刀具用耐磨材料及制备方法,该耐磨材料以重量百分比计包括以下组分:碳0.32‑0.45、硅0.80‑1.20、锰0.20‑0.50、磷0‑0.30、硫0‑0.30、铬4.75‑5.50、钼1.10‑1.75、钒0.80‑1.20,其他为铁和不可避免的杂质。本发明所述的一种盾构机刀具用耐磨材料及制备方法,其原料常见,成本比较低廉,对于设备的要求比较低,适合工业大规模的生产,而且其生产过程充分保证奥氏体变形回复时间,辅以加速冷却,叠加细化晶粒,提高钢板低温韧性,使得该盾构机刀具用耐磨材料能够适用于不同的环境使用,具有良好的使用前景。
技术研发人员:陈赞,靳党鹏,金晶,徐寅,王涛
受保护的技术使用者:中交天和机械设备制造有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!