多面抛光机控制系统及控制方法与流程
本发明涉及自动化控制的,特别是涉及一种多面抛光机控制系统及控制方法。
背景技术:
1、多面抛光机主要用于玻璃基片及硬脆材料的高精度、高效率的多面抛光(侧面抛光)。现有技术中,多面抛光机在装料时,需要人工手动进给(点动)毛刷轮伺服,让毛刷轮向工件移动。毛刷轮前进并接触工件后,需要人工用手不断地旋转毛刷轮。此时,毛刷轮会遇到阻力。毛刷轮接触工件的面积越大,阻力越大,导致用手旋转毛刷轮的力也要相应的加大。因此,人工需一边进给毛刷轮伺服一边旋转毛刷轮,凭借主观经验,在加工力度刚好时停止进给毛刷轮伺服,以毛刷轮的当前位置为加工位置,开始加工工件。
2、然而,上述多面抛光机的这人工操作方法存在以下不足:
3、(1)自动化程度低,无法发挥设备的最大优势;
4、(2)换料时间长,换料一次约要5分钟;
5、(3)人工调试加工力度仅凭主观经验,缺乏统一的评判标准,导致控制精度差,良率无法得到提升;
6、(4)依赖于人工操作,效率低下。
7、另外,多面抛光机在运行过程是通过“机械仿型板”对物料进行形状加工,缺乏自我保护和调节的功能。在上述操作方式下,多面抛光机是按照预设轨迹运动。一旦工件安装不准确或者设备有变形,就会造成抛光物料损坏,增加不良率。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种多面抛光机控制系统及控制方法,能够实现多面抛光机的自动化控制,有效提升了良品率和生产效率。
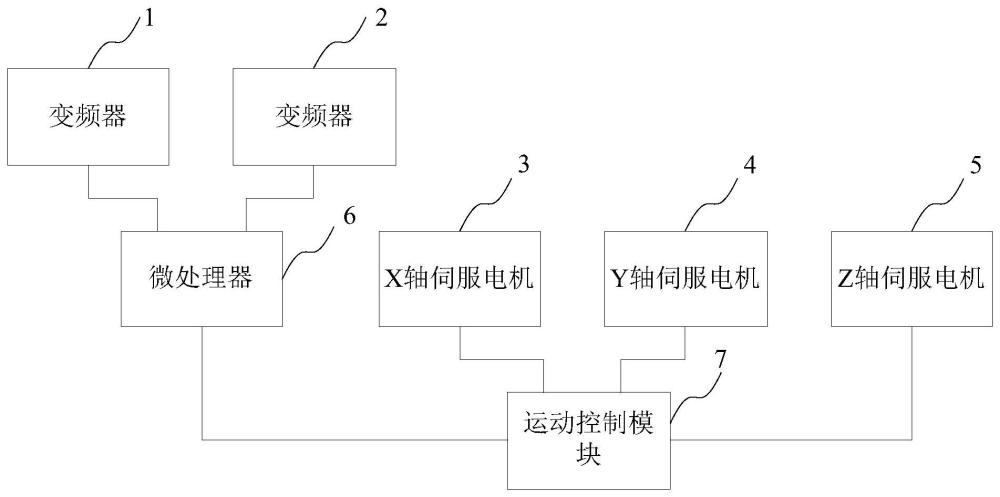
2、第一方面,本发明提供一种多面抛光机控制系统,所述系统包括:两个变频器,分别用于驱动多面抛光机的两个毛刷轮的旋转;x轴伺服电机和y轴伺服电机,分别用于驱动所述两个毛刷轮的移动;z轴伺服电机,用于调节待处理工件的移动速度和移动角度;微处理模块,与所述两个变频器相连,用于根据所述两个变频器提供的转矩电流参数,计算偏差补偿值;运动控制模块,与所述微处理模块、所述x轴伺服电机、所述y轴伺服电机和所述z轴伺服电机相连,用于根据所述偏差补偿值控制所述x轴伺服电机、所述y轴伺服电机和所述z轴伺服电机,以使所述两个毛刷轮对所述待处理工件进行加工。
3、在第一方面的一种实现方式中,预存转矩电流参数与偏差补偿值的对应关系;根据所述对应关系获取转矩电流参数对应的偏差补偿值。
4、在第一方面的一种实现方式中,所述微处理模块和所述运动控制模块采用一体式设计,共享内存。
5、在第一方面的一种实现方式中,所述运动控制模块与所述x轴伺服电机、所述y轴伺服电机和所述z轴伺服电机通过ethercat总线连接。
6、在第一方面的一种实现方式中,所述微处理器采用cpu,所述运动控制模块采用plc。
7、第二方面,本发明提供一种多面抛光机控制方法,应用于上述的多面抛光机控制系统;
8、所述多面抛光机控制方法包括以下步骤:
9、获取多面抛光机的历史控制参数;
10、基于所述历史控制参数控制多面抛光机;
11、获取所述多面抛光机的实时转矩电流参数;
12、当所述实时转矩电流参数与所述历史控制参数中的历史转矩电流参数的偏差大于预设阈值时,发出报警信息;否则继续对待处理工件进行加工。
13、在第二方面的一种实现方式中,所述预设阈值为17ma。
14、第三方面,本发明提供一种多面抛光机控制方法,应用于上述的多面抛光机控制系统;
15、所述多面抛光机控制方法包括以下步骤:
16、获取两个变频器提供的转矩电流参数;
17、根据所述转矩电流参数计算偏差补偿值;
18、根据所述偏差补偿值控制所述x轴伺服电机、所述y轴伺服电机和所述z轴伺服电机。
19、在第二方面的一种实现方式中,还包括当所述偏差补偿值导致的转矩电流偏差大于第二预设阈值时,发出报警信息;否则继续对待处理工件进行加工。
20、如上所述,本发明的多面抛光机控制系统及控制方法,具有以下有益效果:
21、(1)能够实现多面抛光机的自动化控制,有效提升了生产效率;
22、(2)控制精度高,有效提高了良品率;
23、(3)便于多面抛光机的生产和设备,能够为后续无人化工厂升级提供基础的数据接口。
技术特征:
1.一种多面抛光机控制系统,其特征在于:所述系统包括:
2.根据权利要求1所述的多面抛光机控制系统,其特征在于:预存转矩电流参数与偏差补偿值的对应关系;根据所述对应关系获取转矩电流参数对应的偏差补偿值。
3.根据权利要求1所述的多面抛光机控制系统,其特征在于:所述微处理模块和所述运动控制模块采用一体式设计,共享内存。
4.根据权利要求1所述的多面抛光机控制系统,其特征在于:所述运动控制模块与所述x轴伺服电机、所述y轴伺服电机和所述z轴伺服电机通过ethercat总线连接。
5.根据权利要求1所述的多面抛光机控制系统,其特征在于:所述微处理器采用cpu,所述运动控制模块采用plc。
6.一种多面抛光机控制方法,其特征在于:应用于权利要求1-5之一所述的多面抛光机控制系统;
7.根据权利要求6所述的多面抛光机控制方法,其特征在于:所述预设阈值为17ma。
8.一种多面抛光机控制方法,其特征在于:应用于权利要求1-5之一所述的多面抛光机控制系统;
9.根据权利要求8所述的多面抛光机控制方法,其特征在于:还包括当所述偏差补偿值导致的转矩电流偏差大于预设阈值时,发出报警信息;否则继续对待处理工件进行加工。
技术总结
本发明提供一种多面抛光机控制系统及控制方法,所述系统包括:两个变频器,分别用于驱动多面抛光机的两个毛刷轮的旋转;X轴伺服电机和Y轴伺服电机,分别用于驱动所述两个毛刷轮的移动;Z轴伺服电机,用于调节待处理工件的移动速度和移动角度;微处理模块,用于根据所述两个变频器提供的转矩电流参数,计算偏差补偿值;运动控制模块,用于根据所述偏差补偿值控制所述X轴伺服电机、所述Y轴伺服电机和所述Z轴伺服电机,以使所述两个毛刷轮对所述待处理工件进行加工。本发明的多面抛光机控制系统及控制方法能够实现多面抛光机的自动化控制,有效提升了良品率和生产效率。
技术研发人员:郑晓生,徐如,孟崴,林春惠,伍焕燕,王川
受保护的技术使用者:上海海得控制系统股份有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!