弭氢铸造模具的制作方法
本发明涉及模具,具体为弭氢铸造模具。
背景技术:
1、模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。在外力作用下使坯料成为有特定形状和尺寸的制件的工具。广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中。模具具有特定的轮廓或内腔形状,应用具有刃口的轮廓形状可以使坯料按轮廓线形状发生分离(冲裁)。应用内腔形状可使坯料获得相应的立体形状。模具一般包括动模和定模(或凸模和凹模)两个部分,二者可分可合。分开时取出制件,合拢时使坯料注入模具型腔成形。模具是精密工具,形状复杂,承受坯料的胀力,对结构强度、刚度、表面硬度、表面粗糙度和加工精度都有较高要求,模具生产的发展水平是机械制造水平的重要标志之一。
2、本方案的模具是专用于生产铝合金跟锌合金产品,在常规生产此类铝合金跟锌合金产品时,在材料进入模具或者拿出来都会产生氢气,从而产生气泡和沙孔,导致产品生产出来的硬度不够跟精度不够,产品容易变形。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了弭氢铸造模具,解决了材料进入模具或者拿出来都会产生氢气,从而产生气泡和沙孔,导致产品生产出来的硬度不够跟精度不够,产品容易变形的问题。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:弭氢铸造模具,包括模具体、后模板和前模板,所述后模板和前模板可拆卸式的将所述模具体固定在二者中间,所述模具体的内部设置有模芯,所述模具体的底部设置有进料口,所述进料口贯穿至前模板的外侧,所述模具体的四周均开设有排气孔;
5、所述模具体的四面均设置通过油缸支撑架连接有抽芯油缸,所述抽芯油缸的抽芯端贯穿至模具体的内部。
6、优选的,所述后模板和前模板与所述模具体通过螺栓固定。
7、优选的,所述前模板的外表面开设有若干定位孔,所述定位孔的内部设置有定位螺丝,所述模芯通过定位螺丝进行固定。
8、优选的,所述后模板与模具体之间还设置有撑头。
9、优选的,所述模具体的底部固定连接有四个支撑垫角。
10、(三)有益效果
11、本发明提供了弭氢铸造模具。具备以下有益效果:
12、1、设置有抽芯油缸,能够在模具体进行填充前,有效地排出空气和氢气,通过排气孔自动排出,降低气泡和沙孔的产生,提高产品的硬度和精度,从而减少产品变形的风险。
13、2、采用可拆卸的后模板和前模板设计,便于模具的安装和拆卸,提高生产效率。
14、3、采用模芯,且设置有定位孔和定位螺丝,使得模芯与模具体固定可靠,提高生产稳定性,通过对模具体进行精确控制,保证了产品的外形和尺寸精度。
技术特征:
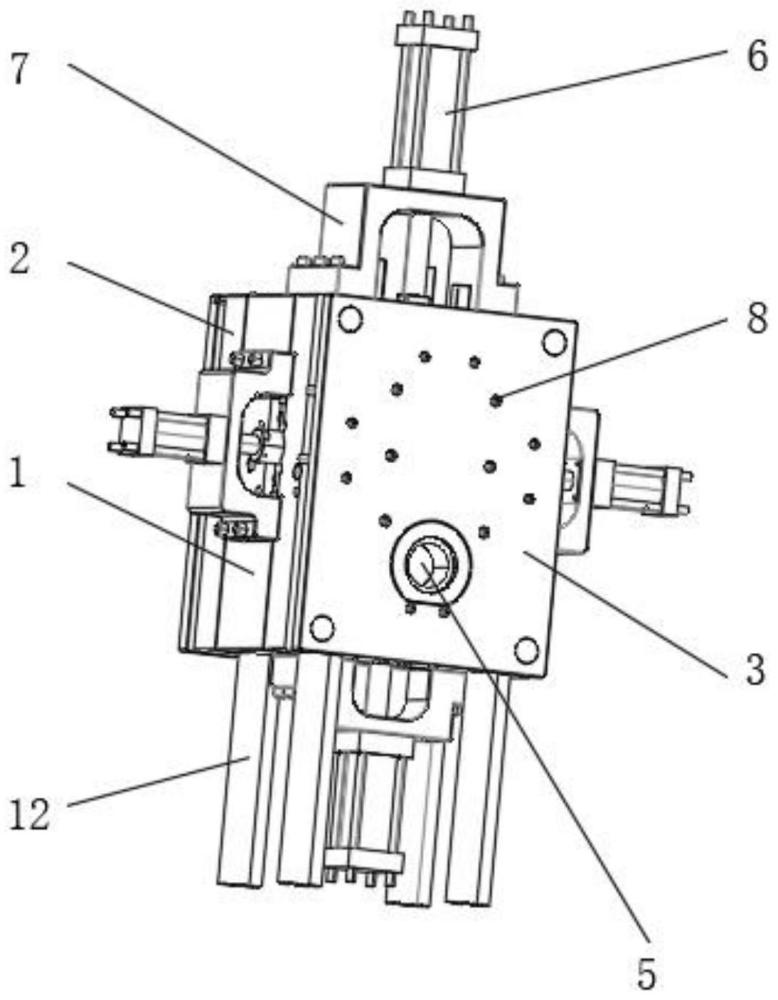
1.弭氢铸造模具,其特征在于:包括模具体(1)、后模板(2)和前模板(3),所述后模板(2)和前模板(3)可拆卸式的将所述模具体(1)固定在二者中间,所述模具体(1)的内部设置有模芯(4),所述模具体(1)的底部设置有进料口(5),所述进料口(5)贯穿至前模板(3)的外侧,所述模具体(1)的四周均开设有排气孔(9);
2.根据权利要求1所述的弭氢铸造模具,其特征在于:所述后模板(2)和前模板(3)与所述模具体(1)通过螺栓固定。
3.根据权利要求1所述的弭氢铸造模具,其特征在于:所述前模板(3)的外表面开设有若干定位孔(8),所述定位孔(8)的内部设置有定位螺丝(10),所述模芯(4)通过定位螺丝(10)进行固定。
4.根据权利要求1所述的弭氢铸造模具,其特征在于:所述后模板(2)与模具体(1)之间还设置有撑头(11)。
5.根据权利要求1所述的弭氢铸造模具,其特征在于:所述模具体(1)的底部固定连接有四个支撑垫角(12)。
技术总结
本发明提供弭氢铸造模具,涉及模具技术领域。该弭氢铸造模具,包括模具体、后模板和前模板,所述后模板和前模板可拆卸式的将所述模具体固定在二者中间,所述模具体的内部设置有模芯,所述模具体的底部设置有进料口,所述进料口贯穿至前模板的外侧,所述模具体的四周均开设有排气孔,所述模具体的四面均设置通过油缸支撑架连接有抽芯油缸,所述抽芯油缸的抽芯端贯穿至模具体的内部。本发明通过设置抽芯油缸,有效排出空气和氢气,降低气泡和沙孔的产生,提高产品的硬度和精度,从而减少产品变形的风险,其次,设置有定位孔和定位螺丝,使得模芯与模具体固定可靠,提高生产稳定性,通过对模具体进行精确控制,保证了产品的外形和尺寸精度。
技术研发人员:胡勇华
受保护的技术使用者:东莞市易典技术有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!