一种三维打印压壳砂型模的制作方法
本技术涉及砂型,尤其涉及一种三维打印压壳砂型模。
背景技术:
1、在铸件生产时,砂型铸造是一种常用的铸造工艺,但铸件的结构形状越复杂,铸模造型也就越麻烦,快速成型技术使得成形过程的难度与待成形物理实体形状的复杂程度无关,因此,今天砂型铸模的许多造型任务都要用3d打印机来完成。
2、传统的砂型铸造模具多采用金属制造,需先铸造模具毛坯,然后采用数控机床切削或铣削方式,加工出成型面,此种方法为传统模具制造方法,对加工精度要求高,制造周期长,模具的制造成本高,无法满足在航空、航天领域进行小批量、快速试制的生产需求。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种三维打印压壳砂型模,解决了上述背景技术中的问题。
2、为了实现上述目的,本实用新型采用了如下技术方案:
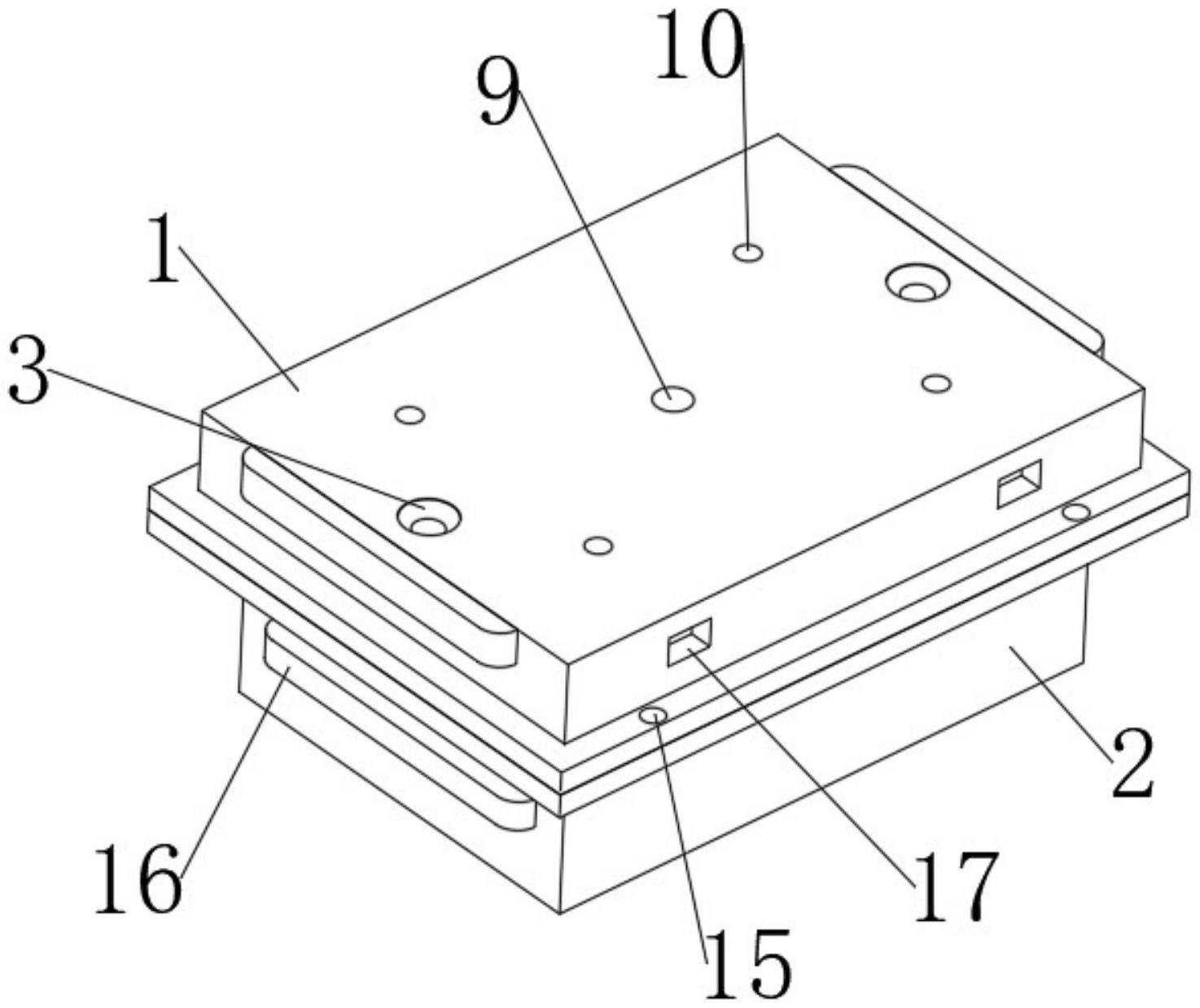
3、一种三维打印压壳砂型模,包括上模具与下模具,所述上模具的表面开设有外浇口,所述外浇口的底面开设有直浇道,所述直浇道的底面开设有横浇道,所述上模具的底面开设有内浇道,所述上模具与下模具的内部设置有型腔,所述上模具的顶面开设有通气孔,所述上模具的底面开设有定位孔,所述下模具的顶面固定安装有定位柱,所述上模具的两侧固定安装有把手,所述上模具的表面开设有吊运槽。
4、优选的,所述内浇道位于横浇道的正下方,且内浇道与型腔相连通,通过设置内浇道,便于在浇铸时,对金属液进行缓冲。
5、优选的,所述下模具的内部设置有型芯,所述上模具的顶面开设有芯通气孔,通过设置型芯,可以根据需求形成不同铸件。
6、优选的,所述定位孔的数量为四组,且定位孔与定位柱呈对应设置,通过将定位柱插入定位孔内,便于对上模具进行固定。
7、优选的,所述上模具的底面设置有限位台阶,所述下模具的顶面开设有限位槽,便于提升上模具与下模具的合模精度。
8、优选的,所述限位台阶与限位槽的表面均开设有紧固螺孔,且呈对应设置,通过设置紧固螺孔,将螺栓插入紧固螺孔内。便于将上模具与下模具固定。
9、与现有技术相比,本实用新型的有益效果是:该三维打印压壳砂型模,通过限位台阶与限位槽的对应设置,可以提升上模具与下模具的合模精度,通过将螺栓插入到紧固螺孔内,便于将下模具固定在上模具上,通过内浇道的设置,可以对金属液进行一定的缓冲,避免金属液流速过快进入型腔后产生气泡,通过上模具的表面设置的通气孔,可以排出型腔内产生的气体,避免产生气泡,同时也可以通过通气孔判断金属液是否浇满型腔,通过吊运槽的设置,通过将吊具插入吊运槽内,无需人工操作,即可稳定地将上模具取出,通过三维砂型打印机,能够打印复杂形状的砂型,精度更高,减小型砂用量,加工精度要更高。
技术特征:
1.一种三维打印压壳砂型模,包括上模具(1)与下模具(2),其特征在于,所述上模具(1)的表面开设有外浇口(3),所述外浇口(3)的底面开设有直浇道(4),所述直浇道(4)的底面开设有横浇道(5),所述上模具(1)的底面开设有内浇道(6),所述上模具(1)与下模具(2)的内部设置有型腔(7),所述上模具(1)的顶面开设有通气孔(10),所述上模具(1)的底面开设有定位孔(11),所述下模具(2)的顶面固定安装有定位柱(12),所述上模具(1)的两侧固定安装有把手(16),所述上模具(1)的表面开设有吊运槽(17)。
2.根据权利要求1所述的一种三维打印压壳砂型模,其特征在于,所述内浇道(6)位于横浇道(5)的正下方,且内浇道(6)与型腔(7)相连通。
3.根据权利要求1所述的一种三维打印压壳砂型模,其特征在于,所述下模具(2)的内部设置有型芯(8),所述上模具(1)的顶面开设有芯通气孔(9)。
4.根据权利要求1所述的一种三维打印压壳砂型模,其特征在于,所述定位孔(11)的数量为四组,且定位孔(11)与定位柱(12)呈对应设置。
5.根据权利要求1所述的一种三维打印压壳砂型模,其特征在于,所述上模具(1)的底面设置有限位台阶(13),所述下模具(2)的顶面开设有限位槽(14)。
6.根据权利要求5所述的一种三维打印压壳砂型模,其特征在于,所述限位台阶(13)与限位槽(14)的表面均开设有紧固螺孔(15),且呈对应设置。
技术总结
本技术公开了一种三维打印压壳砂型模,包括上模具与下模具,所述上模具的表面开设有外浇口,所述外浇口的底面开设有直浇道,所述直浇道的底面开设有横浇道,所述上模具的底面开设有内浇道,所述上模具与下模具的内部设置有型腔。通过内浇道的设置,对金属液进行一定的缓冲,避免金属液流速过快进入型腔后产生气泡,通过上模具的表面设置的通气孔,可以排出型腔内产生的气体,避免产生气泡,同时也可以通过通气孔判断金属液是否浇满型腔,通过吊运槽的设置,将吊具插入吊运槽内,无需人工操作,即可稳定的将上模具取出,通过三维砂型打印机,能够打印复杂形状的砂型,精度更高,减小型砂用量,加工精度要更高。
技术研发人员:郑朕,朱双双
受保护的技术使用者:江苏共驰科技有限公司
技术研发日:20230109
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!