一种用于格架弹簧排的热处理工装的制作方法
本技术涉及热处理工装,特别涉及一种用于格架弹簧排的热处理工装。
背景技术:
1、在对格架弹簧排进行热处理的过程中,当前的热处理工装一般为耐高温的金属棒,通过金属棒对格架弹簧排进行支撑后再放入热处理炉内进行热处理,但是由于金属棒本身的特性,在使用一定时间后会发生掉色,甚至变形的现象,从而导致格架弹簧排掉色,甚至变形。
2、因此,如何提供一种用于格架弹簧排的热处理工装,能够避免格架弹簧排在热处理过程中出现掉色以及变形的情况,从而有效提升热处理工装的可靠性是本领域技术人员亟需解决的技术问题。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种用于格架弹簧排的热处理工装,能够避免格架弹簧排在热处理过程中出现掉色以及变形的情况,从而有效提升热处理工装的可靠性。
2、为实现上述目的,本实用新型提供如下技术方案:
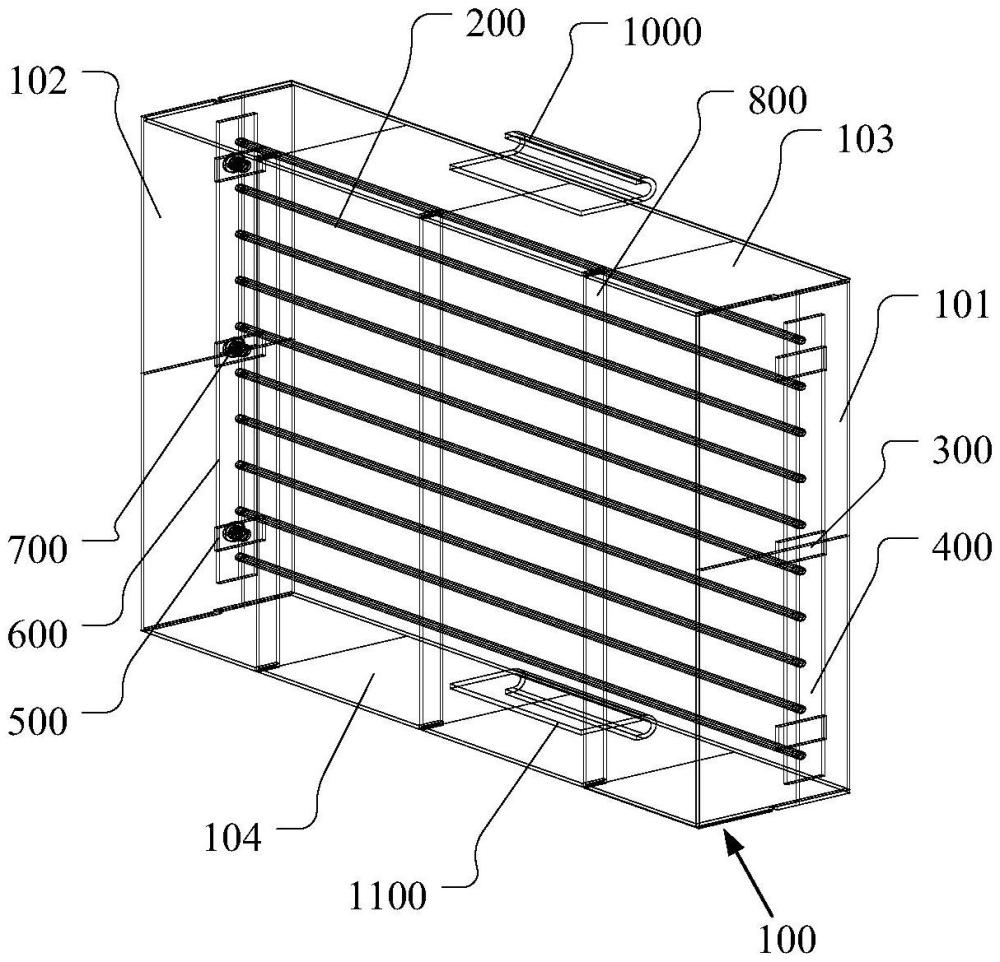
3、一种用于格架弹簧排的热处理工装,包括工装架体和陶瓷支撑棒,所述陶瓷支撑棒设置于所述工装架体上,且用于支撑格架弹簧排,所述陶瓷支撑棒与所述工装架体为间隙配合。
4、优选的,所述工装架体为矩形框状结构,所述工装架体包括第一侧板、第二侧板、第三侧板和第四侧板,所述第一侧板与所述第二侧板相对设置,所述第三侧板与所述第四侧板相对设置。
5、优选的,所述陶瓷支撑棒为多根,且多根所述陶瓷支撑棒平行设置于所述工装架体的内部。
6、优选的,所述第一侧板和所述第二侧板上均开设有多个用于所述陶瓷支撑棒的两端穿过的通孔。
7、优选的,所述通孔的直径大于所述陶瓷支撑棒的直径,所述陶瓷支撑棒与所述通孔之间具有径向间隙,且所述径向间隙为2mm-3mm。
8、优选的,还包括第一垫块与第一挡板,所述第一垫块设置于所述第一挡板与所述第一侧板之间,且所述第一挡板与所述第一侧板分别与所述第一垫块的两侧焊接相连。
9、优选的,还包括第二垫块、第二挡板和紧固件,所述第二垫块设置于第二挡板与所述第二侧板之间;
10、所述紧固件依次穿过所述第二挡板、所述第二垫块和所述第二侧板,将所述第二挡板和所述第二垫块紧固于所述第二侧板上。
11、优选的,还包括用于定位所述工装架体的定位条,所述定位条设置于所述第三侧板与所述第四侧板之间。
12、优选的,还包括定位梳,所述定位梳用于对所述格架弹簧排进行定位;
13、所述定位梳包括定位梳主体、定位齿和定位槽,所述定位槽包括第一定位槽和第二定位槽,所述第一定位槽与所述第二定位槽分别设置于所述定位梳主体的两侧,所述第一定位槽用于与所述第三侧板插接配合,所述第二定位槽用于与所述第四侧板插接配合;
14、所述定位齿为多个,所述定位齿设置于所述定位梳主体上,且置于所述第一定位槽与所述第二定位槽之间,任意一个所述定位齿均插设于任意相邻两个所述陶瓷支撑棒之间。
15、优选的,还包括第一挂钩和第二挂钩,所述第一挂钩设置于所述第三侧板上,所述第二挂钩设置于所述第四侧板上。
16、由以上技术方案可以看出,当对格架弹簧排进行热处理时,首先将格架弹簧排放置于陶瓷支撑棒上,然后再将整个热处理工装放入真空热处理炉内进行热处理。
17、和现有技术相比,上述热处理工装采用了陶瓷支撑棒对格架弹簧排进行支撑,由于陶瓷支撑棒具有较高的耐温性和耐压性,当受热温度达到1200℃也不会出现变形,而对格架弹簧排进行热处理时的真空热处理炉内的温度为700℃-800℃之间,因此,本实用新型实施例所公开的用于格架弹簧排的热处理工装,能够避免格架弹簧排在热处理过程中出现掉色,甚至变形的情况;另外,陶瓷支撑棒与工装架体1为间隙配合,如此设置,陶瓷支撑棒在工装架体上具有活动空间,能够降低陶瓷支撑棒在热处理过程中产生的应力,因此,上述结构设置延长了热处理工装的使用寿命,从而有效提升了热处理工装的可靠性。
技术特征:
1.一种用于格架弹簧排的热处理工装,其特征在于,包括工装架体和陶瓷支撑棒,所述陶瓷支撑棒设置于所述工装架体上,且用于支撑格架弹簧排,所述陶瓷支撑棒与所述工装架体为间隙配合;
2.根据权利要求1所述的用于格架弹簧排的热处理工装,其特征在于,所述陶瓷支撑棒为多根,且多根所述陶瓷支撑棒平行设置于所述工装架体的内部。
3.根据权利要求1所述的用于格架弹簧排的热处理工装,其特征在于,所述第一侧板和所述第二侧板上均开设有多个用于所述陶瓷支撑棒的两端穿过的通孔。
4.根据权利要求3所述的用于格架弹簧排的热处理工装,其特征在于,所述通孔的直径大于所述陶瓷支撑棒的直径,所述陶瓷支撑棒与所述通孔之间具有径向间隙,且所述径向间隙为2mm-3mm。
5.根据权利要求1所述的用于格架弹簧排的热处理工装,其特征在于,还包括第一垫块与第一挡板,所述第一垫块设置于所述第一挡板与所述第一侧板之间,且所述第一挡板与所述第一侧板分别与所述第一垫块的两侧焊接相连。
6.根据权利要求1所述的用于格架弹簧排的热处理工装,其特征在于,还包括第二垫块、第二挡板和紧固件,所述第二垫块设置于第二挡板与所述第二侧板之间;
7.根据权利要求1所述的用于格架弹簧排的热处理工装,其特征在于,还包括用于定位所述工装架体的定位条,所述定位条设置于所述第三侧板与所述第四侧板之间。
8.根据权利要求1所述的用于格架弹簧排的热处理工装,其特征在于,还包括定位梳,所述定位梳用于对所述格架弹簧排进行定位;
9.根据权利要求1所述的用于格架弹簧排的热处理工装,其特征在于,还包括第一挂钩和第二挂钩,所述第一挂钩设置于所述第三侧板上,所述第二挂钩设置于所述第四侧板上。
技术总结
本技术公开了一种用于格架弹簧排的热处理工装,包括工装架体和陶瓷支撑棒,陶瓷支撑棒设置于工装架体上,且用于支撑格架弹簧排,陶瓷支撑棒与所述工装架体为间隙配合。上述热处理工装采用了陶瓷支撑棒对格架弹簧排进行支撑,由于陶瓷支撑棒具有较高的耐温性和耐压性,当受热温度达到1200℃也不会出现变形,而对格架弹簧排进行热处理时的真空热处理炉内的温度为700℃‑800℃之间,因此,本技术所公开的用于格架弹簧排的热处理工装,能够避免格架弹簧排在热处理过程中出现掉色,甚至变形的情况,而且上述结构能够降低陶瓷支撑棒在热处理过程中产生的应力,延长格架弹簧排的热处理工装的使用寿命,有效提升热处理工装的可靠性。
技术研发人员:孙效禹,叶远东,袁众,陈嘉诚,谭梨
受保护的技术使用者:岭澳核电有限公司
技术研发日:20230109
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!