一种弯头铸造模具的制作方法
本技术涉及模具铸造,尤其是涉及一种弯头铸造模具。
背景技术:
1、铸造模具是指为了获得合格零件的模型,普通手工造型,常用木模型,塑料模型,机械造型多用金属模型,如:铝模型、铁模型。精密铸造用蜡模型,消失模用聚苯乙烯模型。铸造模具是指为了获得零件的结构形状,预先用其他容易成型的材料做成零件的结构形状,然后再在砂型中放入模具,于是砂型中就形成了一个和零件结构尺寸一样的空腔,再在该空腔中浇注流动性液体,该液体冷却凝固之后就能形成和模具形状结构完全一样的零件了。
2、弯头dn80-250mm,90、45度系列管件产品,原来由单个生产改成对型生产,单件生产时,人工打芯,还需要芯铁,单件生产容易造成漂芯现象,芯头定位时,如果芯头设计长度不够或者砂型芯头部位紧实度低,浇注时由于铁水对砂芯产生很大的浮力,从而造成芯头部位的型砂变形,致使砂芯上浮,造成铸件壁厚不均匀,成品率低。
技术实现思路
1、本实用新型的目的是提供一种弯头铸造模具,有效解决上述背景技术存在的单件生产时造成的漂芯现象,导致铸件壁厚不均匀,成品率低的问题。
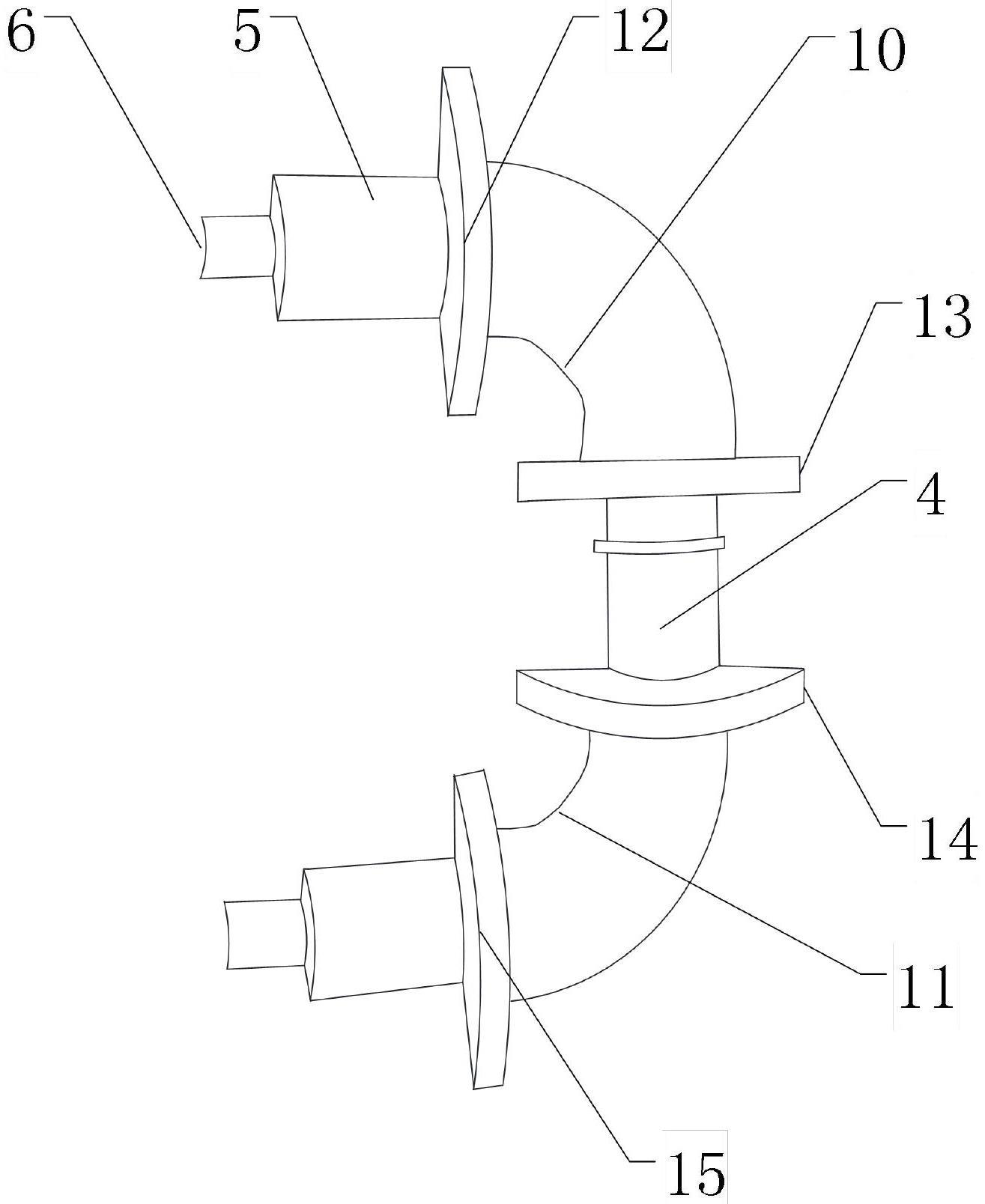
2、为实现上述目的,本实用新型提供了一种弯头铸造模具,包括上铸造模具和对称设置在所述上铸造模具下方的下铸造模具,所述上铸造模具和所述下铸造模具之间形成模具腔体,所述上铸造模具与所述下铸造模具均包括管壁和设置在所述管壁两侧的法兰,靠近中间位置的两个所述法兰之间设置有共用芯头,外侧两个所述法兰前方设置有芯头,所述芯头的前方设置有半圆形紧固管。
3、优选的,所述模具腔体的内部设置有砂芯本体,所述砂芯本体包括砂芯和设置在所述砂芯两端的定位芯头。
4、优选的,所述管壁包括第一管壁和第二管壁,所述第一管壁设置在所述共用芯头的左侧,所述第二管壁设置在所述共用芯头的右侧。
5、优选的,所述法兰包括第一法兰、第二法兰、第三法兰和第四法兰,所述第一法兰和所述第二法兰设置在所述第一管壁的两端,所述第三法兰和所述第四法兰设置在所述第二管壁的两端。
6、优选的,所述定位芯头的直径与所述半圆形紧固管的直径相同。
7、优选的,所述砂芯本体到所述上铸造模具的距离等于所述砂芯本体到所述下铸造模具的距离。
8、优选的,所述芯头的直径小于所述管壁的直径,所述半圆形紧固管的直径小于所述芯头的直径。
9、因此,本实用新型采用上述结构的一种弯头铸造模具,一模板生产两件进行対型生产,两件共用一个芯头,两端的半圆形紧固管对砂芯本体进行紧固,可以有效的防止漂芯现象的发生,这样铸造的成品率大大提高,壁厚均匀,节省了人力、物力,降低了生产成本,增加了产品效益。
10、下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
技术特征:
1.一种弯头铸造模具,其特征在于:包括上铸造模具和对称设置在所述上铸造模具下方的下铸造模具,所述上铸造模具和所述下铸造模具之间形成模具腔体,所述上铸造模具与所述下铸造模具均包括管壁和设置在所述管壁两侧的法兰,靠近中间位置的两个所述法兰之间设置有共用芯头,外侧两个所述法兰前方设置有芯头,所述芯头的前方设置有半圆形紧固管。
2.根据权利要求1所述的一种弯头铸造模具,其特征在于:所述模具腔体的内部设置有砂芯本体,所述砂芯本体包括砂芯和设置在所述砂芯两端的定位芯头。
3.根据权利要求1所述的一种弯头铸造模具,其特征在于:所述管壁包括第一管壁和第二管壁,所述第一管壁设置在所述共用芯头的左侧,所述第二管壁设置在所述共用芯头的右侧。
4.根据权利要求3所述的一种弯头铸造模具,其特征在于:所述法兰包括第一法兰、第二法兰、第三法兰和第四法兰,所述第一法兰和所述第二法兰设置在所述第一管壁的两端,所述第三法兰和所述第四法兰设置在所述第二管壁的两端。
5.根据权利要求2所述的一种弯头铸造模具,其特征在于:所述定位芯头的直径与所述半圆形紧固管的直径相同。
6.根据权利要求2所述的一种弯头铸造模具,其特征在于:所述砂芯本体到所述上铸造模具的距离等于所述砂芯本体到所述下铸造模具的距离。
7.根据权利要求5所述的一种弯头铸造模具,其特征在于:所述芯头的直径小于所述管壁的直径,所述半圆形紧固管的直径小于所述芯头的直径。
技术总结
本技术公开了一种弯头铸造模具,包括上铸造模具和对称设置在所述上铸造模具下方的下铸造模具,所述上铸造模具和所述下铸造模具之间形成模具腔体,所述上铸造模具与所述下铸造模具均包括管壁和设置在所述管壁两侧的法兰,靠近中间位置的两个所述法兰之间设置有共用芯头,外侧两个所述法兰前方设置有芯头,所述芯头的前方设置有半圆形紧固管。本技术采用上述结构的一种弯头铸造模具,一模板生产两件进行对型生产,两件共用一个芯头,有效减少漂芯现象的发生,使得成品率大大提高。
技术研发人员:张凤格,刘双栋,冯秀华,叶连生,袁进平,黄起全
受保护的技术使用者:沧州永欣铸造有限公司
技术研发日:20230112
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!