一种钨丝金刚线用退火炉装置的制作方法
本技术主要涉及钨丝加工相关,具体是一种钨丝金刚线用退火炉装置。
背景技术:
1、钨丝金刚线当前被广泛应用于机加工设备中。在保证钨丝金刚线性能的情况下降低钨丝金刚线的直径尺寸能够显著降低加工生产成本提高钨丝金刚线的使用场景。
2、在钨丝金刚线生产过程中需要使用到退火炉对钨丝进行加热退火处理。现有技术中,如公开号为cn201695070u,名称为十二模钨丝拉丝机在线退火装置公开的相关技术中,虽然能够实现钨丝的退火处理。但是对于一些极细钨丝(如0.035mm的钨丝),在加热过程中容易导致钨丝加热不均匀、热能量散失快能耗高、摆丝和跳丝严重等情况。因此,需要提供一种专用的退火炉用于极细钨丝的退火处理。
技术实现思路
1、为解决目前技术的不足,本实用新型结合现有技术,从实际应用出发,提供一种钨丝金刚线用退火炉装置,该装置放置方便,不会出现钨丝跳出炉体、加热不均匀等情况,炉体加热后炉壁会反热到钨丝,使其更容易达到退火温度,节约能耗。
2、本实用新型的技术方案如下:
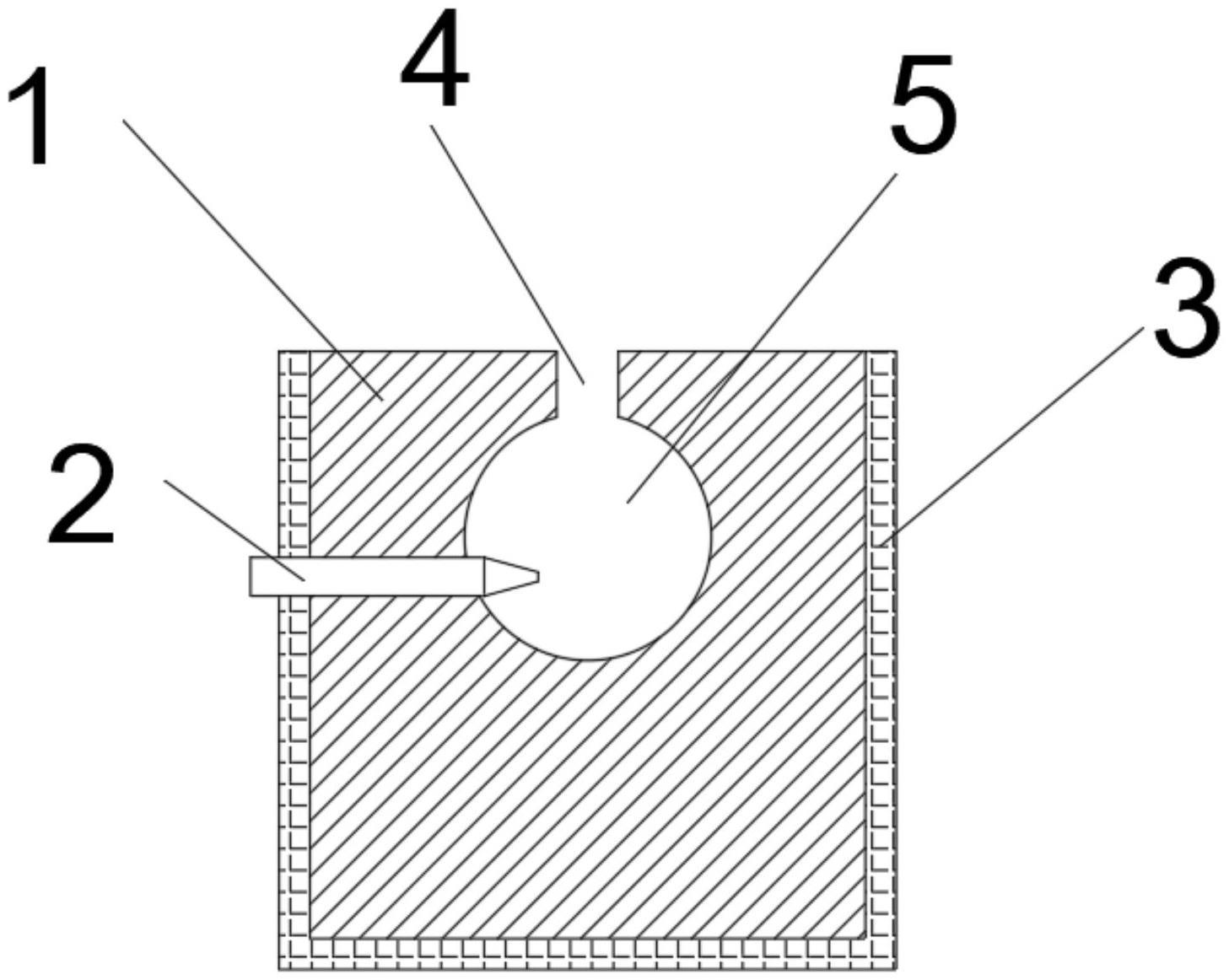
3、一种钨丝金刚线用退火炉装置,包括炉体,所述炉体内沿长度方向设有贯通炉体的圆形炉腔,所述炉体上表面设有贯通炉体的长条开口,所述的长条开口向下与所述圆形炉腔连通,在所述炉体侧面依次间隔设置有多个喷火烧嘴,所述喷火烧嘴的出火口位于所述圆形炉腔内。
4、进一步,所述的炉体为刚玉炉。
5、进一步,所述炉体外部包覆有隔热棉。
6、进一步,所述喷火烧嘴的出火口位于所述圆形炉腔内,且处于钨丝下方。
7、进一步,所述喷火烧嘴通过天然气及压缩空气的混合器加热,加热温度1250-1350摄氏度。
8、进一步,所述钨丝金刚线的退火速度为7-9m/min。
9、进一步,所述圆形炉腔直径为80mm,圆形炉腔中心距离炉体上表面尺寸为60mm,所述长条开口宽度为20mm。
10、进一步,所述炉体长460mm,宽200mm,高200mm。
11、进一步,所述喷火烧嘴为5个,每个间距76mm。
12、进一步,所述钨丝金刚线直径为0.035mm-1mm。
13、本实用新型的有益效果:
14、1、本装置可用于0.035mm-1mm之间极细的钨丝金刚线退火,本装置放置方便,结构设计合理,不会出现钨丝跳出炉体、加热不均匀等情况,使用过程中,加热后炉壁会反热到钨丝,使其更容易达到退火温度,保温性能也好,能够节约能耗。
15、2、本装置上表面的开口能够方便收放丝,不会影响炉子的保温性能反而会更有利于天然气的燃烧,圆形炉腔两边和上边长条开口的缝隙作为火的出口,把丝放到炉子中更有利于钨丝的加热均匀,金属丝在加工过程中会出现曲丝现象,但因本结构设计开口比较小,且炉体有一定深度,就避免了出现摆丝和跳丝情况。
16、3、本装置可与拉丝机、石墨乳等进行配合,实现钨丝金刚线减径的同时,分子密度、抗拉强度的提升,达到出厂要求。
技术特征:
1.一种钨丝金刚线用退火炉装置,包括炉体,其特征在于,所述炉体内沿长度方向设有贯通炉体的圆形炉腔,所述炉体上表面设有贯通炉体的长条开口,所述的长条开口向下与所述圆形炉腔连通,在所述炉体侧面依次间隔设置有多个喷火烧嘴,所述喷火烧嘴的出火口位于所述圆形炉腔内。
2.根据权利要求1所述的钨丝金刚线用退火炉装置,其特征在于,所述的炉体为刚玉炉。
3.根据权利要求1所述的钨丝金刚线用退火炉装置,其特征在于,所述炉体外部包覆有隔热棉。
4.根据权利要求1所述的钨丝金刚线用退火炉装置,其特征在于,所述喷火烧嘴的出火口位于所述圆形炉腔内,且处于钨丝下方。
5.根据权利要求1所述的钨丝金刚线用退火炉装置,其特征在于,所述喷火烧嘴通过天然气及压缩空气的混合器加热,加热温度1250-1350摄氏度。
6.根据权利要求1所述的钨丝金刚线用退火炉装置,其特征在于,所述钨丝金刚线的退火速度为7-9m/min。
7.根据权利要求1所述的钨丝金刚线用退火炉装置,其特征在于,所述圆形炉腔直径为80mm,圆形炉腔中心距离炉体上表面尺寸为60mm,所述长条开口宽度为20mm。
8.根据权利要求7所述的钨丝金刚线用退火炉装置,其特征在于,所述炉体长460mm,宽200mm,高200mm。
9.根据权利要求8所述的钨丝金刚线用退火炉装置,其特征在于,所述喷火烧嘴为5个,每个间距76mm。
10.根据权利要求9所述的钨丝金刚线用退火炉装置,其特征在于,所述钨丝金刚线直径为0.035mm-1mm。
技术总结
本技术提供一种钨丝金刚线用退火炉装置,包括炉体,所述炉体内沿长度方向设有贯通炉体的圆形炉腔,所述炉体上表面设有贯通炉体的长条开口,所述的长条开口向下与所述圆形炉腔连通,在所述炉体侧面依次间隔设置有多个喷火烧嘴,所述喷火烧嘴的出火口位于所述圆形炉腔内。该装置放置方便,不会出现钨丝跳出炉体、加热不均匀等情况,炉体加热后炉壁会反热到钨丝,使其更容易达到退火温度,节约能耗。
技术研发人员:荆楚秋,齐岗,张俊瑞
受保护的技术使用者:山东迈科钨钼科技股份有限公司
技术研发日:20230206
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!