一种花键轴套类磨削夹具的制作方法
:本技术属于轴套加工设备,特指一种花键轴套类磨削夹具。
背景技术
0、
背景技术:
1、轴套作为一种重要的机械零件,被广泛用于齿轮轴或者轴承上、以固定轴的中心定位或者是轴承不让其因为运转时震动而发生移位,而轴套的内孔大多会加工有内花键、以用于周向传动配合。现有在对这类花键轴套进行磨削加工时会借助夹具将轴套的两端面进行夹紧定位,使得轴套在轴向上承载一定的压力,但由于轴套的内孔两端口呈锥孔结构,在受热以及轴向受压后容易发生椭圆形变、且接触不均的原因,会最终造成其外圆圆度较差。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的是提供一种花键轴套类磨削夹具,其借助限位凸起一以及定位套上的限位凸起二实现对轴套工件的轴向定位,并通过液压驱动薄壁套向外胀紧固定定位套的轴向位置,使得轴套工件轴向受压较小、不会造成其发生变形。
2、本实用新型是这样实现的:
3、一种花键轴套类磨削夹具,包括有贯穿设置在轴套工件内孔上的夹具体,所述夹具体上设有能与轴套工件的内花键相啮合的齿牙,夹具体的一端上设有与轴套工件对应端面相抵靠的限位凸起一,夹具体的另一端上套设有能径向形变的薄壁套,薄壁套与轴套工件之间插设有定位套,且定位套上设有与轴套工件对应端面相抵靠的限位凸起二,夹具体的一端面沿其轴线开设有柱塞孔、以及柱塞连接在柱塞孔内的柱塞活塞,柱塞孔的端口处螺接有与柱塞活塞相抵靠的紧固螺钉,柱塞活塞与柱塞孔的孔底之间形成填充有油液的液压腔,定位套与夹具体之间形成有驱动腔,夹具体上开设有连通液压腔与驱动腔的驱动通道。
4、在上述的一种花键轴套类磨削夹具中,所述夹具体的另一端面沿其轴线开设有溢流孔、以及柱塞连接在溢流孔内的调节活塞,溢流孔的端口处螺接有调节螺钉,调节螺钉与调节活塞之间设有复位弹性件,调节活塞与溢流孔的孔底之间形成溢流腔,且夹具体上开设有连通溢流腔与驱动腔的溢流通道。
5、在上述的一种花键轴套类磨削夹具中,所述调节螺钉的内端面开设有定位孔,所述调节活塞的外端面上设有能插入定位孔的导向柱,所述复位弹性件为套装在导向柱上的蝶形弹簧。
6、在上述的一种花键轴套类磨削夹具中,所述薄壁套的内壁面上开设有环形凹槽,环形凹槽与夹具体的外壁面之间形成所述驱动腔。
7、在上述的一种花键轴套类磨削夹具中,所述驱动通道以及溢流通道均为沿夹具体的径向开设的通孔。
8、在上述的一种花键轴套类磨削夹具中,所述轴套工件的内孔两端端口均为向外扩口的内锥面,所述限位凸起一以及限位凸起二上均设有能与对应内锥面相抵靠的外锥面。
9、在上述的一种花键轴套类磨削夹具中,所述夹具体的外壁面沿其轴向包括有大环部与小环部,大环部与小环部之间形成定位台阶面,所述限位凸起一设置在大环部上,所述薄壁套套装在小环部上、且薄壁套的内端面抵靠在定位台阶面上。
10、本实用新型相比现有技术突出的优点是:
11、本实用新型结构简单、设计合理且夹持稳定可靠,将定位套插入薄壁套与轴套工件之间,借助限位凸起一以及定位套上的限位凸起二对轴套工件进行轴向定位,并通过液压驱动薄壁套向外胀紧固定定位套的轴向位置,使得轴套工件轴向受压较小、不会造成其发生变形。
技术特征:
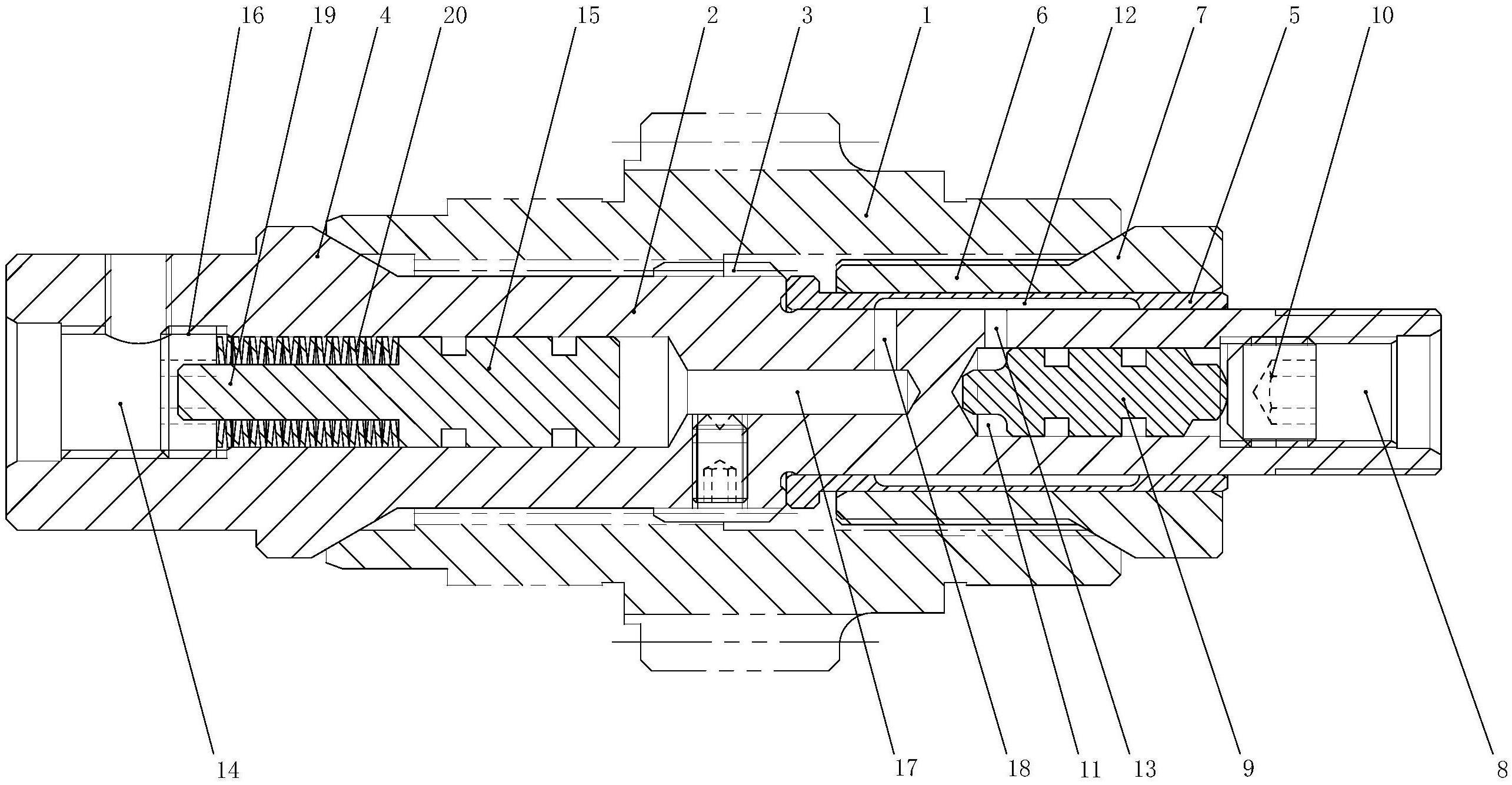
1.一种花键轴套类磨削夹具,其特征在于:包括有贯穿设置在轴套工件(1)内孔上的夹具体(2),所述夹具体(2)上设有能与轴套工件(1)的内花键相啮合的齿牙(3),夹具体(2)的一端上设有与轴套工件(1)对应端面相抵靠的限位凸起一(4),夹具体(2)的另一端上套设有能径向形变的薄壁套(5),薄壁套(5)与轴套工件(1)之间插设有定位套(6),且定位套(6)上设有与轴套工件(1)对应端面相抵靠的限位凸起二(7),夹具体(2)的一端面沿其轴线开设有柱塞孔(8)、以及柱塞连接在柱塞孔(8)内的柱塞活塞(9),柱塞孔(8)的端口处螺接有与柱塞活塞(9)相抵靠的紧固螺钉(10),柱塞活塞(9)与柱塞孔(8)的孔底之间形成填充有油液的液压腔(11),定位套(6)与夹具体(2)之间形成有驱动腔(12),夹具体(2)上开设有连通液压腔(11)与驱动腔(12)的驱动通道(13)。
2.根据权利要求1所述的一种花键轴套类磨削夹具,其特征在于:所述夹具体(2)的另一端面沿其轴线开设有溢流孔(14)、以及柱塞连接在溢流孔(14)内的调节活塞(15),溢流孔(14)的端口处螺接有调节螺钉(16),调节螺钉(16)与调节活塞(15)之间设有复位弹性件,调节活塞(15)与溢流孔(14)的孔底之间形成溢流腔(17),且夹具体(2)上开设有连通溢流腔(17)与驱动腔(12)的溢流通道(18)。
3.根据权利要求2所述的一种花键轴套类磨削夹具,其特征在于:所述调节螺钉(16)的内端面开设有定位孔,所述调节活塞(15)的外端面上设有能插入定位孔的导向柱(19),所述复位弹性件为套装在导向柱(19)上的蝶形弹簧(20)。
4.根据权利要求1或2所述的一种花键轴套类磨削夹具,其特征在于:所述薄壁套(5)的内壁面上开设有环形凹槽,环形凹槽与夹具体(2)的外壁面之间形成所述驱动腔(12)。
5.根据权利要求1或2所述的一种花键轴套类磨削夹具,其特征在于:所述驱动通道(13)以及溢流通道(18)均为沿夹具体(2)的径向开设的通孔。
6.根据权利要求1所述的一种花键轴套类磨削夹具,其特征在于:所述轴套工件(1)的内孔两端端口均为向外扩口的内锥面,所述限位凸起一(4)以及限位凸起二(7)上均设有能与对应内锥面相抵靠的外锥面。
7.根据权利要求1所述的一种花键轴套类磨削夹具,其特征在于:所述夹具体(2)的外壁面沿其轴向包括有大环部与小环部,大环部与小环部之间形成定位台阶面,所述限位凸起一(4)设置在大环部上,所述薄壁套(5)套装在小环部上、且薄壁套(5)的内端面抵靠在定位台阶面上。
技术总结
本技术属于轴套加工设备技术领域,特指一种花键轴套类磨削夹具,包括有夹具体,夹具体上设有齿牙,夹具体的一端上设有限位凸起一,夹具体的另一端上套设有薄壁套,薄壁套与轴套工件之间插设有定位套,定位套上设有限位凸起二,夹具体的一端面沿其轴线开设有柱塞孔、柱塞活塞,柱塞孔的端口处螺接有紧固螺钉,柱塞活塞与柱塞孔的孔底之间形成液压腔,定位套与夹具体之间形成有驱动腔,夹具体上开设有驱动通道。本技术将定位套插入薄壁套与轴套工件之间,借助限位凸起一以及定位套上的限位凸起二对轴套工件进行轴向定位,并通过液压驱动薄壁套向外胀紧固定定位套的轴向位置,使得轴套工件轴向受压较小、不会造成其发生变形。
技术研发人员:丁建峰,颜德忠,颜凯,罗斌宵
受保护的技术使用者:温岭市明华齿轮有限公司
技术研发日:20230112
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!