一种用于缸盖的压铸模具的制作方法
本技术涉及缸盖生产,特别是涉及一种用于缸盖的压铸模具。
背景技术:
1、缸体的盖体结构通常结构较为简便,如果单独设置常规压铸模具,会造成生产成本较高的问题,为了降低产品的生产成本,设计一种简易式的合模机专用压铸模具是非常有必要的。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种用于缸盖的压铸模具,具有生产成本低、操作简便、脱模速度快等特点。
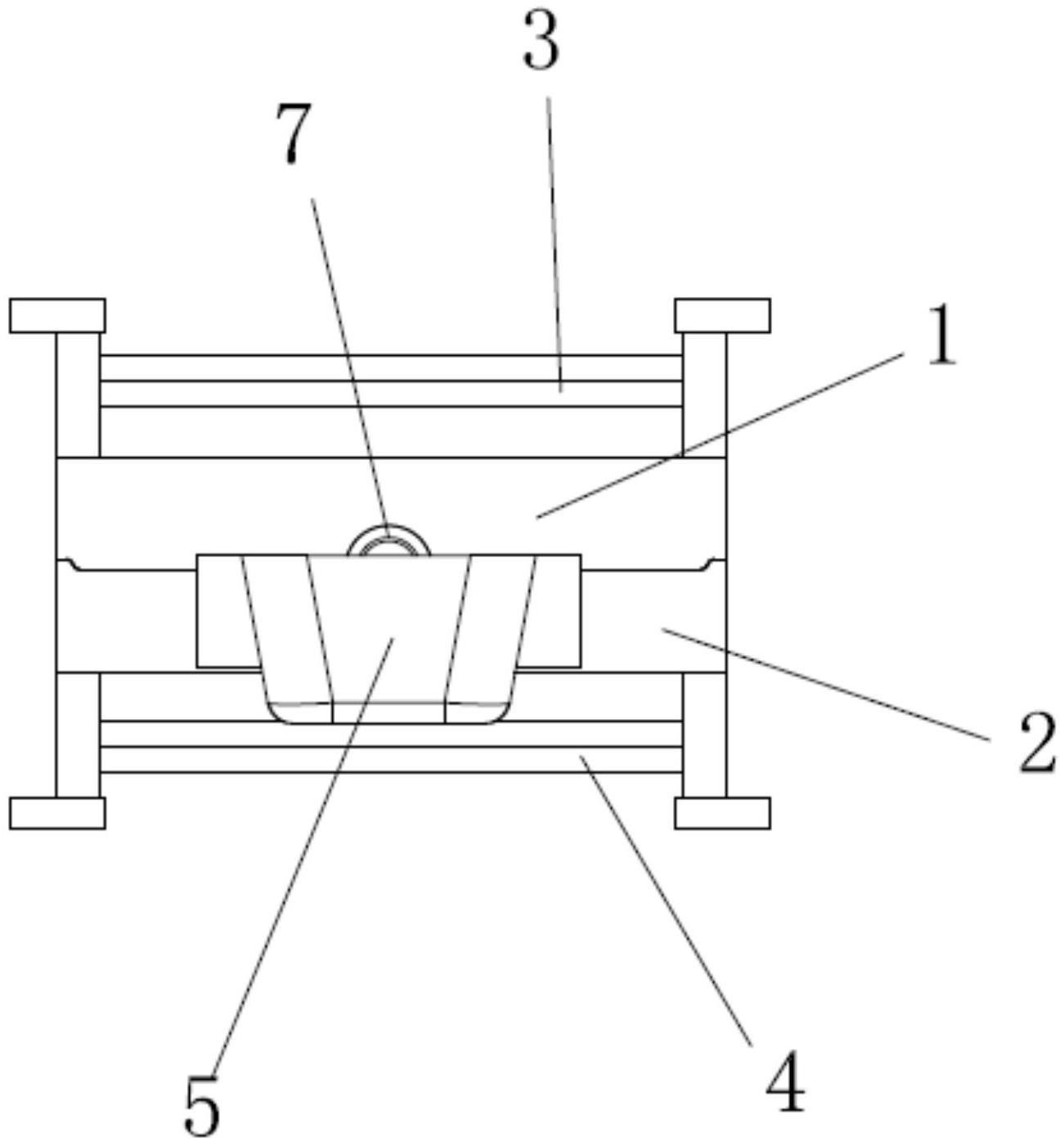
2、本实用新型解决其技术问题所采用的技术方案是:提供一种用于缸盖的压铸模具,包括上模、下模和料口结构,所述的上模和下模呈叠放布置,所述的上模和下模之间形成两个左右并排的模腔,所述的下模上左右并排设置有底部嵌件,所述的底部嵌件上均安装有砂芯件,所述的上模和下模之间的中部前侧安装有料口结构,所述的料口结构的后端布置有伸入上模和下模的对接口,所述的下模的中部设置有与两个模腔连通的主流道。
3、本技术方案中通过设置两个模腔从而实现一模两件生产,提高了生产效率,通过设置料口结构用来方便合模机的注胶口快速对接,同时通过设置主流道,用来方便将铝液送入到两个模腔内,通过设置底部嵌件方便砂芯件的放置,通过设置砂芯件,用来确保缸盖内部得以成型,同时也方便脱模。
4、作为对本技术方案的一种补充,所述的上模上安装有上模架,所述的下模下端面上安装有下模架,通过安装上模架和下模架,方便模具整体安装在合模机内,使得上模和下模能够不与合模机安装位置进行直接接触,避免模具本体的温度损坏合模机。
5、作为对本技术方案的一种补充,所述的主流道的前端右侧设置有与位于右部的模腔连通的第一分支流道,所述的主流道的后端左侧设置有与位于左侧的模腔连通的第二分支流道,通过设置第一分支流道和第二分支流道用来传导铝液,使得铝液顺利进入到两个模腔。
6、作为对本技术方案的一种补充,所述的下模的上端面左部设置有与位于左侧的模腔连通的第一溢流槽,所述的下模的上端面右部设置有与位于右部的模腔连通的第二溢流槽。
7、本技术方案中通过设置第一溢流槽和第二溢流槽用来方便收纳多余的铝液,使得合模机注入铝液时,铝液不会冲出模腔,避免出现产品飞边的现象。
8、作为对本技术方案的一种补充,所述的料口结构上设置有对接槽,通过设置对接槽,方便与合模机的注胶口进行匹配对接,避免注胶时出现铝液流出的现象。
9、有益效果:本实用新型涉及一种用于缸盖的压铸模具,通过设置两个模腔从而实现一模两件生产,提高了生产效率,通过设置料口结构用来方便合模机的注胶口快速对接,同时通过设置主流道,用来方便将铝液送入到两个模腔内,通过设置底部嵌件方便砂芯件的放置,通过设置砂芯件,用来确保缸盖内部得以成型,同时也方便脱模,具有生产成本低、操作简便、脱模速度快等特点。
技术特征:
1.一种用于缸盖的压铸模具,其特征在于:包括上模(1)、下模(2)和料口结构(5),所述的上模(1)和下模(2)呈叠放布置,所述的上模(1)和下模(2)之间形成两个左右并排的模腔(15),所述的下模(2)上左右并排设置有底部嵌件(14),所述的底部嵌件(14)上均安装有砂芯件(13),所述的上模(1)和下模(2)之间的中部前侧安装有料口结构(5),所述的料口结构(5)的后端布置有伸入上模(1)和下模(2)的对接口(7),所述的下模(2)的中部设置有与两个模腔(15)连通的主流道(8)。
2.根据权利要求1所述的一种用于缸盖的压铸模具,其特征在于:所述的上模(1)上安装有上模架(3),所述的下模(2)下端面上安装有下模架(4)。
3.根据权利要求1所述的一种用于缸盖的压铸模具,其特征在于:所述的主流道(8)的前端右侧设置有与位于右部的模腔(15)连通的第一分支流道(11),所述的主流道(8)的后端左侧设置有与位于左侧的模腔(15)连通的第二分支流道(12)。
4.根据权利要求1所述的一种用于缸盖的压铸模具,其特征在于:所述的下模(2)的上端面左部设置有与位于左侧的模腔(15)连通的第一溢流槽(9),所述的下模(2)的上端面右部设置有与位于右部的模腔(15)连通的第二溢流槽(10)。
5.根据权利要求1所述的一种用于缸盖的压铸模具,其特征在于:所述的料口结构(5)上设置有对接槽(6)。
技术总结
本技术涉及一种用于缸盖的压铸模具,包括上模、下模和料口结构,所述的上模和下模呈叠放布置,所述的上模和下模之间形成两个左右并排的模腔,所述的下模上左右并排设置有底部嵌件,所述的底部嵌件上均安装有砂芯件,所述的上模和下模之间的中部前侧安装有料口结构,所述的料口结构的后端布置有伸入上模和下模的对接口,所述的下模的中部设置有与两个模腔连通的主流道。本技术具有生产成本低、操作简便、脱模速度快等特点。
技术研发人员:王再伦,唐智云
受保护的技术使用者:宁波美仑达汽车部件有限公司
技术研发日:20230215
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!