一种B737NG机型主起落架内筒外圆磨削工装的制作方法
本技术涉及一种飞机部件磨削工装,尤其涉及一种b737ng机型主起落架内筒外圆磨削工装。
背景技术:
1、主起落架是飞机的关键部件,其需要承受飞机在起飞、降落和在地面停放时的相应载荷,飞机主起落架的内筒与外筒的连接部位会受到较大载荷。经过一定数量的起落后,起落架则需要进行翻修,当发现主起落架内筒铬层出现缺陷时,按cmm手册要求,需对其进行深度修理,即需将铬层退去,重新镀上铬层,并且使用外圆磨床磨削,使至恢复设计尺寸以达到修理要求。
2、对于b737ng机型飞机的主起落架内筒,其外形结构较为特殊,无法直接采用双顶尖装夹的方式进行加工。如图1所示为b737ng机型飞机的主起落架内筒100的端部结构,内筒100的端部设有横向的连接圆筒101,连接圆筒101的两侧分别设有连接耳102,连接耳102向一侧突出,连接耳102上分别设有连接孔103,在两连接耳02之间设有中部通孔104,中部通孔104贯穿内筒100的端部,在连接圆筒101的侧面设有凸起105,凸起105往远离内筒100的方向延伸,且凸起105不位于内筒100的中心线上。
3、分析上述b737ng机型飞机的主起落架内筒的端部结构,可知其不能采用双顶尖装夹的方式进行外圆磨削加工,因此,需要另外设计特殊的工装对其进行了夹装。
4、另外,由于主起落架内筒属于较长、较重的部件,磨削时难以调节零部件的中轴线,磨削后难以达到cmm要求的形位公差,因此,也需要新的工装来更好的解决这部分问题。
技术实现思路
1、本实用新型所要解决的技术问题,就是提供一种b737ng机型主起落架内筒外圆磨削工装,其能与b737ng机型主起落架内筒的端部紧密连接,并固定在磨床的四爪卡盘上,以满足加工需求。
2、解决上述技术问题,本实用新型采用的技术方案如下:
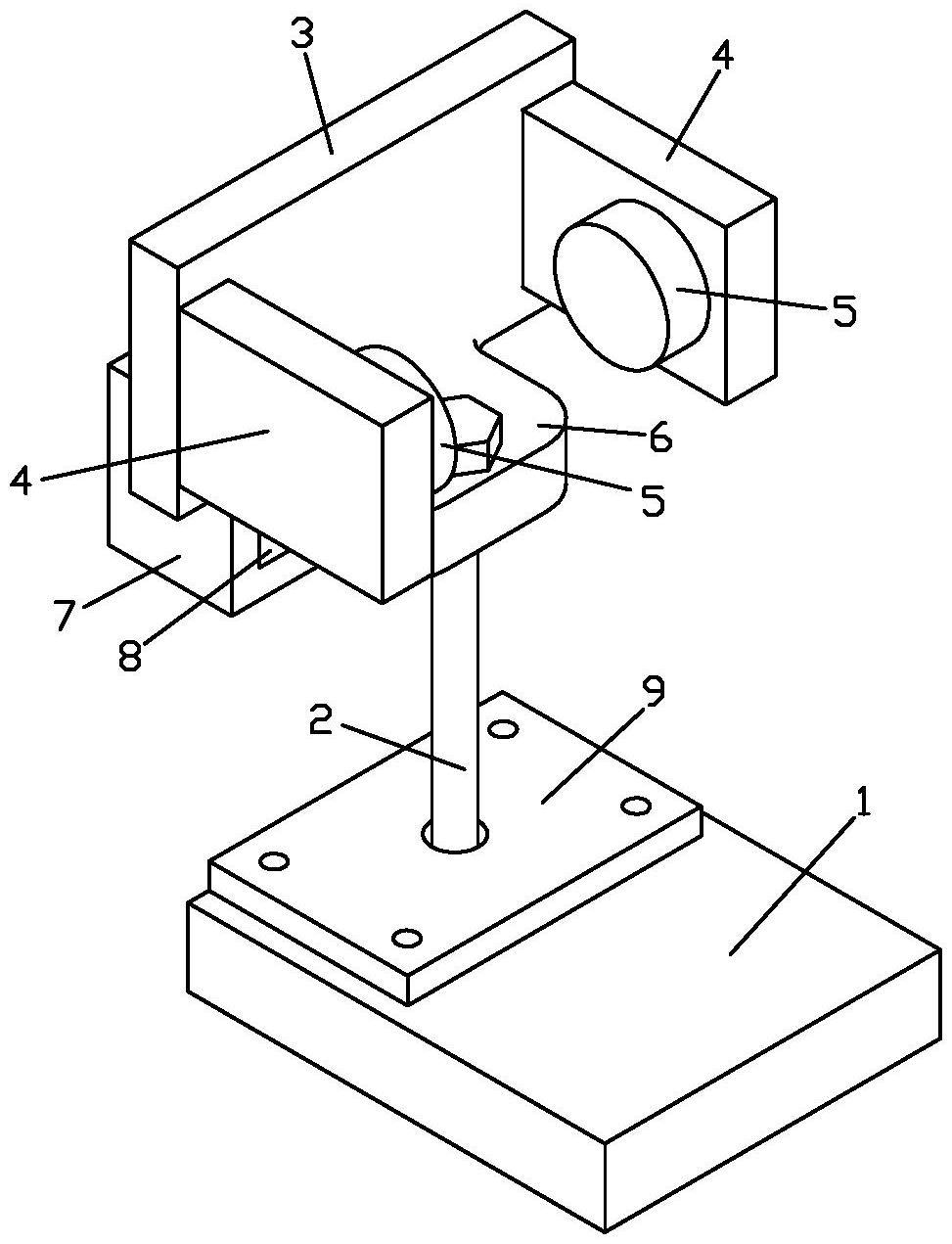
3、一种b737ng机型主起落架内筒外圆磨削工装,其特征在于:包括连接组件、配重组件和连接螺杆;连接组件包括连接件和两块定位板,定位板分别安装在连接件正面的两端,定位板上分别设有定位凸块,定位凸块分别用于配合卡入主起落架内筒的连接耳的连接孔中,连接件的背面设有固定方块,固定方块用于夹装在外部磨床的四爪卡盘上,固定方块的中部设有孔洞,孔洞朝向定位板的正面,孔洞用于套在主起落架内筒的凸起上;连接螺杆连接连接件和配重组件,连接螺杆用于穿在主起落架内筒的中部通孔中,使用时配重组件位于主起落架内筒的端部的侧边。
4、可选的,连接件的靠近配重组件的一边设有连接板,连接板的宽度小于主起落架内筒的两个连接耳之间的距离,连接螺杆的端部与连接板连接。
5、可选的,定位板通过螺栓与连接件可拆卸连接,两块定位板相对设置,定位凸块设在定位板的内侧面或者外侧面。
6、可选的,固定方块设在连接件的靠近配重组件的一边。
7、可选的,配重组件包括至少一块配重块,配重块的与连接螺杆连接的位置靠近其一端。
8、可选的,配重组件还包括防干涉块,防干涉块设在配重块的与连接螺杆连接的端部,防干涉块与配重块相贴合固定。
9、可选的,配重块上设有螺纹连接孔,螺纹连接孔的背向连接件的一端设有沉孔,连接螺杆连接在螺纹连接孔中,连接螺杆上设有锁紧螺帽,锁紧螺帽位于沉孔中。
10、与现有技术相比,本实用新型具有以下有益效果:
11、(1)本实用新型对应主起落架内筒的连接耳和中部通孔分别设置定位板和连接螺杆进行配合,并设置孔洞套在主起落架内筒的凸起上,对主起落架内筒的凸起进行避让,从而能够与主起落架内筒紧密配合连接,实现工装与主起落架内筒的端部紧密配合,防止在加工过程中工装与主起落架内筒出现脱离或松动,实现主起落架内筒能安全可靠地安装在外圆磨床设备上。本实用新型可以通过固定方块固定在外部磨床的四爪卡盘上,从而将主起落架内筒固定在外部磨床上,以实现对b737ng机型主起落架内筒的加工。
12、本实用新型设置的配重组件能平衡主起落架内筒的中轴线两侧的重量,使得装在外部磨床上的b737ng机型主起落架内筒的重心不会严重向中轴线的一侧偏移,从而保证加工后的主起落架内筒能满足公差要求。通过配重组件对重量的调节,能使得在夹装主起落架内筒时,能更好的进行微调,以更快寻找到主起落架内筒的中轴线,同时在磨削过程中,能根据铬层厚度,进行微调,实现均匀的磨削铬层厚度,加工的尺寸能满足要求的外圆面。
13、(2)通过本实用新型加工的b737ng机型主起落架内筒的表面粗糙度、外圆的尺寸、圆度、直线度等都能满足手册的修理要求。
技术特征:
1.一种b737ng机型主起落架内筒外圆磨削工装,其特征在于:包括连接组件、配重组件和连接螺杆;所述连接组件包括连接件和两块定位板,所述定位板分别安装在所述连接件正面的两端,所述定位板上分别设有定位凸块,所述定位凸块分别用于配合卡入主起落架内筒的连接耳的连接孔中,所述连接件的背面设有固定方块,所述固定方块用于夹装在外部磨床的四爪卡盘上,所述固定方块的中部设有孔洞,所述孔洞朝向所述定位板的正面,所述孔洞用于套在主起落架内筒的凸起上;所述连接螺杆连接所述连接件和所述配重组件,所述连接螺杆用于穿在主起落架内筒的中部通孔中,使用时所述配重组件位于主起落架内筒的端部的侧边。
2.根据权利要求1所述的b737ng机型主起落架内筒外圆磨削工装,其特征在于:所述连接件的靠近所述配重组件的一边设有连接板,所述连接板的宽度小于主起落架内筒的两个连接耳之间的距离,所述连接螺杆的端部与所述连接板连接。
3.根据权利要求1所述的b737ng机型主起落架内筒外圆磨削工装,其特征在于:所述定位板通过螺栓与所述连接件可拆卸连接,两块所述定位板相对设置,所述定位凸块设在所述定位板的内侧面或者外侧面。
4.根据权利要求1所述的b737ng机型主起落架内筒外圆磨削工装,其特征在于:所述固定方块设在所述连接件的靠近所述配重组件的一边。
5.根据权利要求1所述的b737ng机型主起落架内筒外圆磨削工装,其特征在于:所述配重组件包括至少一块配重块,所述配重块的与所述连接螺杆连接的位置靠近其一端。
6.根据权利要求5所述的b737ng机型主起落架内筒外圆磨削工装,其特征在于:所述配重组件还包括防干涉块,所述防干涉块设在所述配重块的与所述连接螺杆连接的端部,所述防干涉块与所述配重块相贴合固定。
7.根据权利要求5所述的b737ng机型主起落架内筒外圆磨削工装,其特征在于:所述配重块上设有螺纹连接孔,所述螺纹连接孔的背向所述连接件的一端设有沉孔,所述连接螺杆连接在所述螺纹连接孔中,所述连接螺杆上设有锁紧螺帽,所述锁紧螺帽位于所述沉孔中。
技术总结
本技术公开了一种B737NG机型主起落架内筒外圆磨削工装,其包括连接组件、配重组件和连接螺杆;连接组件包括连接件和两块定位板,定位板分别安装在连接件正面的两端,定位板上分别设有定位凸块,定位凸块分别用于配合卡入主起落架内筒的连接耳的连接孔中,连接件的背面设有固定方块,固定方块用于夹装在外部磨床的四爪卡盘上,固定方块的中部设有孔洞,孔洞朝向定位板的正面,孔洞用于套在主起落架内筒的凸起上;连接螺杆连接连接件和配重组件,连接螺杆用于穿在主起落架内筒的中部通孔中。本技术能与B737NG机型主起落架内筒的端部紧密连接,并固定在磨床的四爪卡盘上,以满足加工需求。
技术研发人员:李金劲,黄灿荣,谭兴昆,陈宇浩,莫思泳,刘志鹏,梅霄,杨德生,胡骁
受保护的技术使用者:广州飞机维修工程有限公司
技术研发日:20230217
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!