一种防窜动高强度的汽车挡圈加工设备的制作方法
本技术涉及汽车挡圈加工设备,具体为一种防窜动高强度的汽车挡圈加工设备。
背景技术:
1、轴上零件的固定分为轴向固定和周向固定。轴向固定的方法有:轴肩或轴环固定、用轴端挡圈或圆锥面固定、用轴套固定、用圆螺母固定、用弹性挡圈固定。挡圈主要是起到轴向固定的作用,其中圆锥面加挡圈固定有较高的定心度。滚动轴承的挡圈就相当于一个活动的挡边,是用来档滚子用的,方便安装。挡圈的结构有平挡圈、斜挡圈和中挡圈。采用线材冲切工艺制成,截面呈圆形。按其作用分类平挡圈:一个可分离的基本上平的垫圈,其内或外部分用作向心圆柱滚子轴承外圈或内圈挡边。斜挡圈:具有“l”形截面的可分离圈,用于隔开并引导各列滚子。挡边是平行于滚动方向并突出滚道表面的窄凸肩,用于 支撑和引导滚动体并使其保持在轴承内。由于汽车在转弯或斜坡工况的侧向力较大,为了防止销轴窜出,需要较大的轴向固定力。通常轴向固定力依靠销轴的大过盈配合提供,如果采用过盈配合,需要很大的压装力。这对压装设备的要求比较高。一般没有这种大压力设备,且野外维修时也不易操作。因此为了减小压力,而又需要较大的轴向固定力,使用挡圈防止销轴的窜动。目前挡圈为平挡圈,安装后,挡圈和安装面有一定间隙,不能完全防止销轴窜动。
2、现有申请号为201521040475.x提供一种防窜动高强度的汽车挡圈虽然可以解决上述问题,但是由于没有相匹配的生产设备,使得该汽车挡圈的生产效率较低。
技术实现思路
1、本实用新型的目的在于提供一种防窜动高强度的汽车挡圈加工设备旨在改善现有的一种防窜动高强度的汽车挡圈由于没有相匹配的生产设备,使得该汽车挡圈的生产效率较低的问题。
2、本实用新型是这样实现的:
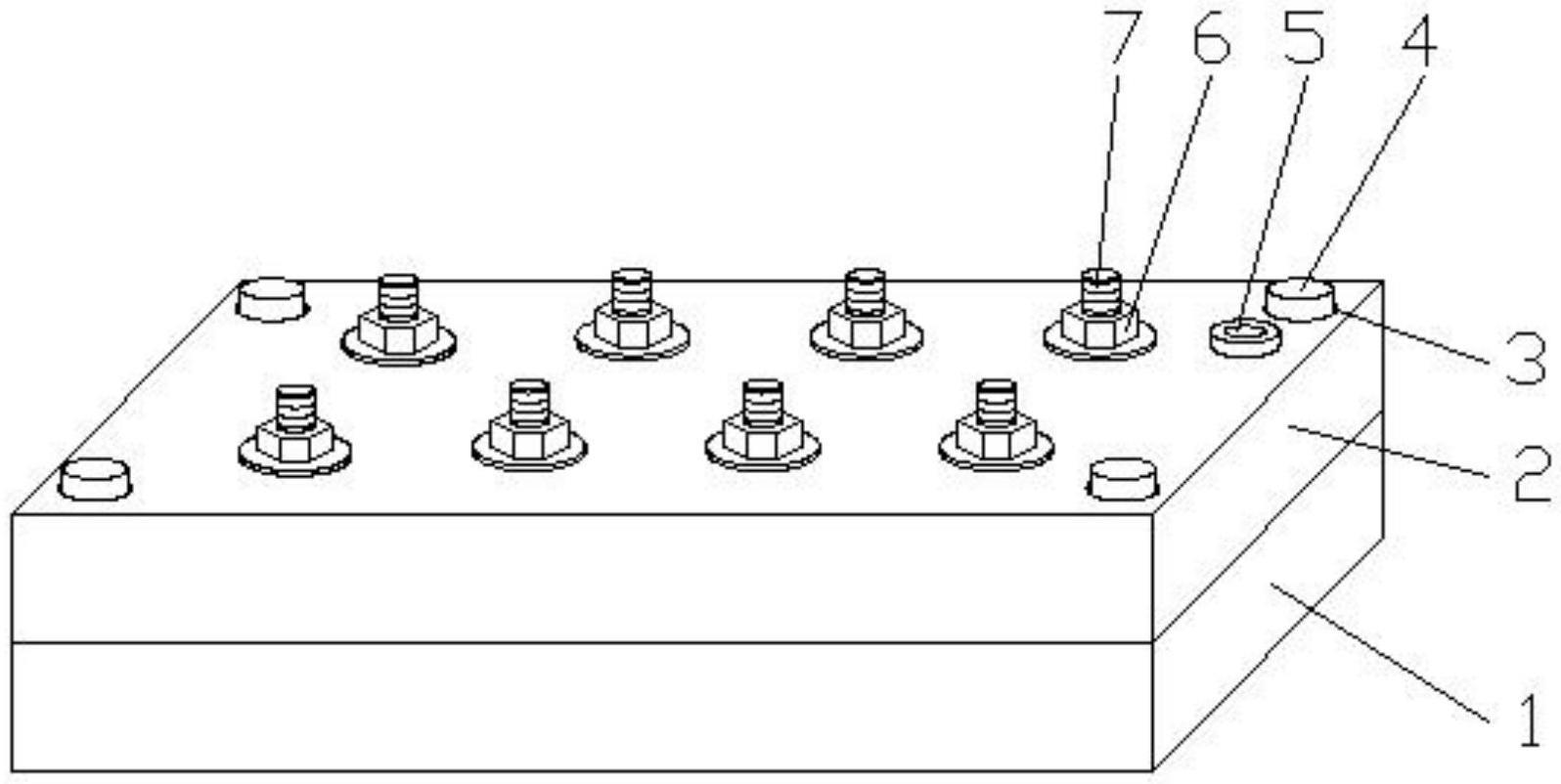
3、一种防窜动高强度的汽车挡圈加工设备,包括下模板、上模板、定位导向柱、浇注口、固定螺母和工件成型内镶件,所述下模板的顶部表面上开设有八个工件成型腔,八个所述工件成型腔呈两行四列的形式均匀分布,相邻两个工件成型腔之间通过连接道相连通,所述下模板的顶部表面一侧开设有进浇道,所述进浇道与最接近进浇道的工件成型腔相连通,所述下模板的顶部表面另一侧开设有溢流道,所述溢流道与最接近溢流道的工件成型腔相连通,所述上模板的底部表面上设置有工件成型内镶件,所述工件成型内镶件的数量和位置与工件成型腔相配合,所述工件成型内镶件由固定螺杆、固定板和挡圈齿成型件组成,所述固定板的侧面上设置有挡圈齿成型件,且挡圈齿成型件与固定板一体成型,所述固定螺杆焊接在固定板的顶部表面中心位置,所述工件成型内镶件通过固定螺母与上模板相连接。
4、进一步的,所述下模板的顶部表面四个拐角处设置有定位导向柱,且定位导向柱与下模板一体成型。
5、进一步的,所述上模板的底部表面四个拐角处开设有导向定位孔,且导向定位孔与定位导向柱相配合。
6、进一步的,所述连接道开设在下模板表面上,且连接道呈s形设置。
7、进一步的,所述工件成型腔的直径大于由挡圈齿成型件组成的圆的外直径,所述固定板的厚度等于工件成型腔的深度。
8、进一步的,所述上模板的顶部表面一侧设置有浇注口,且浇注口与进浇道相连通。
9、与现有技术相比,本实用新型的有益效果是:
10、本实用新型在使用时,先将上模板和下模板合模,通过导向定位孔与定位导向柱的相互配合,使得上模板和下模板的合模过程更为精准,有利于提高加工完成后的防窜动高强度的汽车挡圈的加工精度,在合模完成后,工件成型内镶件会位于工件成型腔的内部中心位置,从而组成完整的防窜动高强度的汽车挡圈的加工型腔,之后将熔融的金属液由浇注口注入进浇道内部,并最终流入工件成型腔的内部,多余的金属液会经由溢流道排出,等待金属液冷却成型后将本实用新型开模,之后将成型的防窜动高强度的汽车挡圈从工件成型腔内部取出,同时将防窜动高强度的汽车挡圈上的水口切除并打磨,本实用新型使用方便,且加工精度高,可以快速的完成防窜动高强度的汽车挡圈的生产。
技术特征:
1.一种防窜动高强度的汽车挡圈加工设备,包括下模板(1)、上模板(2)、定位导向柱(4)、浇注口(5)、固定螺母(6)和工件成型内镶件(12),其特征在于:所述下模板(1)的顶部表面上开设有八个工件成型腔(9),八个所述工件成型腔(9)呈两行四列的形式均匀分布,相邻两个工件成型腔(9)之间通过连接道(10)相连通,所述下模板(1)的顶部表面一侧开设有进浇道(8),所述进浇道(8)与最接近进浇道(8)的工件成型腔(9)相连通,所述下模板(1)的顶部表面另一侧开设有溢流道(11),所述溢流道(11)与最接近溢流道(11)的工件成型腔(9)相连通,所述上模板(2)的底部表面上设置有工件成型内镶件(12),所述工件成型内镶件(12)的数量和位置与工件成型腔(9)相配合,所述工件成型内镶件(12)由固定螺杆(7)、固定板(13)和挡圈齿成型件(14)组成,所述固定板(13)的侧面上设置有挡圈齿成型件(14),且挡圈齿成型件(14)与固定板(13)一体成型,所述固定螺杆(7)焊接在固定板(13)的顶部表面中心位置,所述工件成型内镶件(12)通过固定螺母(6)与上模板(2)相连接。
2.根据权利要求1所述的一种防窜动高强度的汽车挡圈加工设备,其特征在于:所述下模板(1)的顶部表面四个拐角处设置有定位导向柱(4),且定位导向柱(4)与下模板(1)一体成型。
3.根据权利要求1或2所述的一种防窜动高强度的汽车挡圈加工设备,其特征在于:所述上模板(2)的底部表面四个拐角处开设有导向定位孔(3),且导向定位孔(3)与定位导向柱(4)相配合。
4.根据权利要求1所述的一种防窜动高强度的汽车挡圈加工设备,其特征在于:所述连接道(10)开设在下模板(1)表面上,且连接道(10)呈s形设置。
5.根据权利要求1所述的一种防窜动高强度的汽车挡圈加工设备,其特征在于:所述工件成型腔(9)的直径大于由挡圈齿成型件(14)组成的圆的外直径,所述固定板(13)的厚度等于工件成型腔(9)的深度。
6.根据权利要求1所述的一种防窜动高强度的汽车挡圈加工设备,其特征在于:所述上模板(2)的顶部表面一侧设置有浇注口(5),且浇注口(5)与进浇道(8)相连通。
技术总结
本技术公开一种防窜动高强度的汽车挡圈加工设备,包括下模板、上模板、定位导向柱、浇注口、固定螺母和工件成型内镶件,所述下模板的顶部表面上开设有八个工件成型腔,八个所述工件成型腔呈两行四列的形式均匀分布,相邻两个工件成型腔之间通过连接道相连通,所述下模板的顶部表面一侧开设有进浇道,所述进浇道与最接近进浇道的工件成型腔相连通,所述下模板的顶部表面另一侧开设有溢流道,所述溢流道与最接近溢流道的工件成型腔相连通,所述上模板的底部表面上设置有工件成型内镶件,本技术使用方便,且加工精度高,可以快速的完成防窜动高强度的汽车挡圈的生产。
技术研发人员:林仁洁
受保护的技术使用者:瑞安市立程标准件有限公司
技术研发日:20230223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!