一种步进式加热炉装钢辊道自动停车装置的制作方法
本技术涉及加热炉装钢辊道控制,具体而言,尤其涉及一种步进式加热炉装钢辊道自动停车装置。
背景技术:
1、步进式加热炉在装钢辊道运行装料过程中,钢坯进入加热炉内撞击固定档板,钢坯停止运行,操作人员通过工业电视看见后,操作控制器手柄将装钢辊道停下来,钢坯与固定档板的冲击力极易损坏档板,同时钢坯端部撞击会导致产品质量缺陷。
技术实现思路
1、根据上述提出的技术问题,而提供一种步进式加热炉装钢辊道自动停车装置。本实用新型目的是步进式加热炉装钢过程中,降低钢坯与固定档板的冲击力,避免固定档板的损坏,消除钢坯端部撞击导致产品质量缺陷的问题,使装钢位置更加准确。
2、本实用新型采用的技术手段如下:
3、一种步进式加热炉装钢辊道自动停车装置,包括:滑轨机构,其特征在于,还包括:检测机构和控制机构,检测机构安装在滑轨机构上,用于检测钢坯并发出来钢信号,控制机构电性连接检测机构和滑轨机构,用于接收检测机构发出的来钢信号,并发出延时控制信号至滑轨机构,使钢坯以自由停车状态到达指定位置,整个自动停车过程通过控制机构控制完成。
4、进一步地,所述滑轨机构包括固定挡板、步进式加热炉炉门入口、滑轨、多台悬臂辊道、多台装钢传动辊道以及带动装钢传动辊道转动的电机,其中:
5、固定挡板与步进式加热炉炉门入口正对设置;多台悬臂辊道等距离的设置在固定挡板和步进式加热炉炉门入口之间,且靠近固定挡板的悬臂辊道与固定挡板之间存在间距,靠近步进式加热炉炉门入口的悬臂辊道与步进式加热炉炉门入口之间存在间距;多台装钢传动辊道等距离的设置在步进式加热炉炉门入口的前端,且靠近步进式加热炉炉门入口前端的装钢传动辊道与加热炉炉门入口的前端存在间距;滑轨安装在多台装钢传动辊道的两侧。
6、进一步地,所述检测机构包括冷金属检测仪和反光板,反光板通过底板和角钢安装在其中一侧的滑轨上,反光板在滑轨上的位置可以通过角钢手动调整;冷金属检测仪通过底板和角钢安装在装钢传动辊道另一侧的滑轨上,且正对反光板设置。
7、进一步地,所述反光板设置在距离所述步进式加热炉炉门入口的第五装钢传动辊道和第六装钢传动辊道之间,且所述滑轨的中心线与距离所述步进式加热炉炉门入口的第五装钢传动辊道的轴线重合。
8、进一步地,所述冷金属检测仪和反光板在滑轨上的位置可以通过角钢手动调整,其中:
9、所述冷金属检测仪设置在底板上,底板固定在两个焊接的角钢之间,且两个角钢的上下位置可调整;所述反光板设置底板上,底板固定在两个焊接的角钢之间,且两个角钢的上下位置可调整。
10、进一步地,所述滑轨的长度为2-3m。
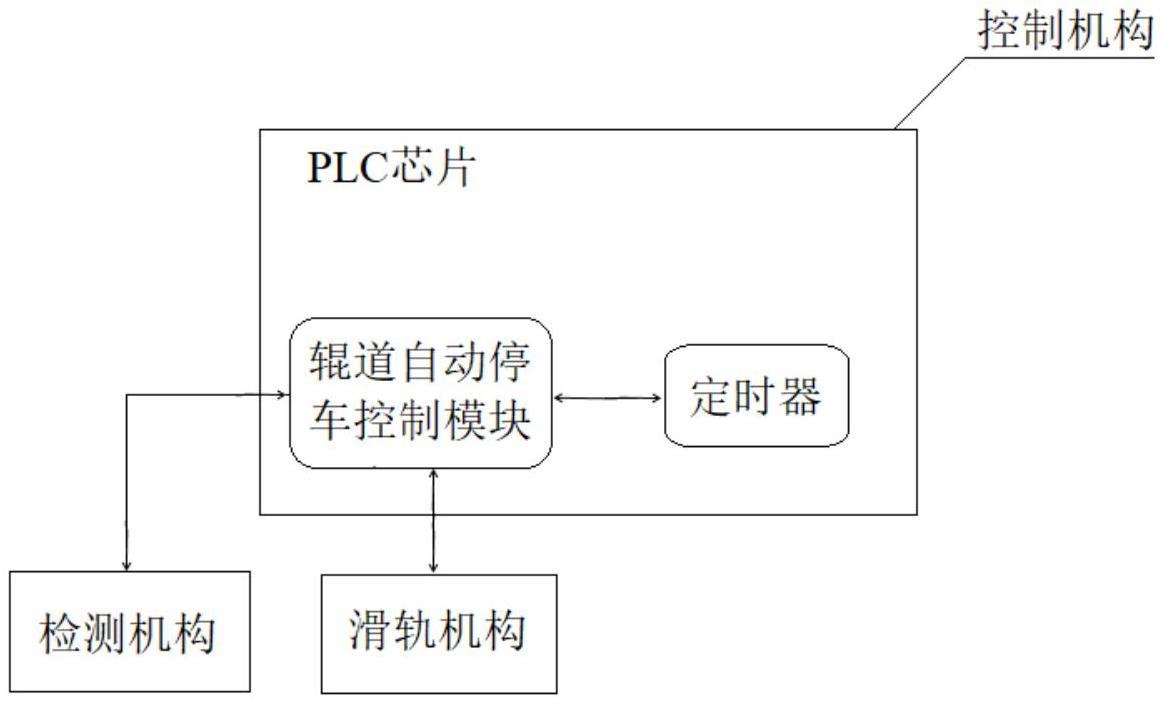
11、进一步地,所述控制机构包括plc芯片,集成在plc芯片上的辊道自动停车控制模块、与辊道自动停车控制模块连接的定时器,辊道自动停车控制模块连接所述冷金属检测仪和带动装钢传动辊道转动的电机,冷金属检测仪检测到钢坯装钢信号后,延时控制带动装钢传动辊道转动的电机停转,使钢坯以自由停车状态到达所述固定挡板前的适当位置。
12、较现有技术相比,本实用新型具有以下优点:
13、1、本实用新型提供的步进式加热炉装钢辊道自动停车装置,改变了原来单纯依靠钢坯撞击固定档板停车,降低钢坯与固定档板的冲击力,避免固定档板的损坏。
14、2、本实用新型提供的步进式加热炉装钢辊道自动停车装置,由于钢坯与固定档板的冲击力极大的减小,消除了钢坯端部撞击导致产品质量缺陷。
15、3、本实用新型提供的步进式加热炉装钢辊道自动停车装置,减少人为参与,使得钢坯装炉位置更为准确。
技术特征:
1.一种步进式加热炉装钢辊道自动停车装置,包括:滑轨机构,其特征在于,还包括:检测机构和控制机构,检测机构安装在滑轨机构上,用于检测钢坯并发出来钢信号,控制机构电性连接检测机构和滑轨机构,用于接收检测机构发出的来钢信号,并发出延时控制信号至滑轨机构,使钢坯以自由停车状态到达指定位置,整个自动停车过程通过控制机构控制完成。
2.根据权利要求1所述的步进式加热炉装钢辊道自动停车装置,其特征在于,所述滑轨机构包括固定挡板(1)、步进式加热炉炉门入口(2)、滑轨(6)、多台悬臂辊道(7)、多台装钢传动辊道以及带动装钢传动辊道转动的电机,其中:
3.根据权利要求1所述的步进式加热炉装钢辊道自动停车装置,其特征在于,所述检测机构包括冷金属检测仪(5)和反光板(8),反光板(8)通过底板(9)和角钢安装在其中一侧的滑轨(6)上;冷金属检测仪(5)通过底板(9)和角钢安装在装钢传动辊道另一侧的滑轨(6)上,且正对反光板(8)设置。
4.根据权利要求3所述的步进式加热炉装钢辊道自动停车装置,其特征在于,所述反光板(8)设置在距离步进式加热炉炉门入口(2)的第五装钢传动辊道(3)和第六装钢传动辊道(4)之间,且所述滑轨(6)的中心线与距离步进式加热炉炉门入口(2)的第五装钢传动辊道(3)的轴线重合。
5.根据权利要求3所述的步进式加热炉装钢辊道自动停车装置,其特征在于,所述冷金属检测仪(5)和反光板(8)在滑轨(6)上的位置可以通过角钢手动调整,其中:
6.根据权利要求3所述的步进式加热炉装钢辊道自动停车装置,其特征在于,所述滑轨(6)的长度为2-3m。
7.根据权利要求1所述的步进式加热炉装钢辊道自动停车装置,其特征在于,所述控制机构包括plc芯片,集成在plc芯片上的辊道自动停车控制模块、与辊道自动停车控制模块连接的定时器,辊道自动停车控制模块连接冷金属检测仪(5)和带动装钢传动辊道转动的电机,冷金属检测仪(5)检测到钢坯装钢信号后,延时控制带动装钢传动辊道转动的电机停转,使钢坯以自由停车状态到达固定挡板(1)前的适当位置。
技术总结
本技术提供一种步进式加热炉装钢辊道自动停车装置,包括:滑轨机构,还包括:检测机构和控制机构,检测机构安装在滑轨机构上,用于检测钢坯并发出来钢信号,控制机构电性连接检测机构和滑轨机构,用于接收检测机构发出的来钢信号,并发出延时控制信号至滑轨机构,使钢坯以自由停车状态到达指定位置,整个自动停车过程通过控制机构控制完成。本技术目的是步进式加热炉装钢过程中,降低钢坯与固定档板的冲击力,避免固定档板的损坏,消除钢坯端部撞击导致产品质量缺陷的问题,使装钢位置更加准确。
技术研发人员:马震平,张巍,贾昊,赵延权
受保护的技术使用者:鞍钢股份有限公司
技术研发日:20230224
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!