一种PVD自动上下料设备的制作方法
本技术涉及hjt电池片镀膜,具体而言,涉及一种pvd自动上下料设备。
背景技术:
1、随着太阳能技术的发展,hjt电池片被认为是下一代太阳能电池技术,pvd镀膜设备作为hjt电池片制备的关键工艺之一,在进行pvd镀膜之前需要将电池片进行输送和搬运,在对电池片进行镀膜之后,将镀膜完成的电池片输送至后段工艺形成hjt专用的电池片。传统的设备中一般采用人工上下料,随着现有技术中的电池片镀膜设备自动化发展,一般采用机械手进行电池片的夹取和输送,通过将电池片放置在载具上进行镀膜,这种方式难以对电池片和载具使用情况分别运输,且单输送线的上下料方式使得电池片上下料时间过长、工作效率低下,无法满足高产能的需求。
技术实现思路
1、本实用新型提供了一种pvd自动上下料设备,其能够缩短电池片以及载具的上下料时间,从而节约时间,提高镀膜的工作效率。
2、本实用新型的实施例可以这样实现:
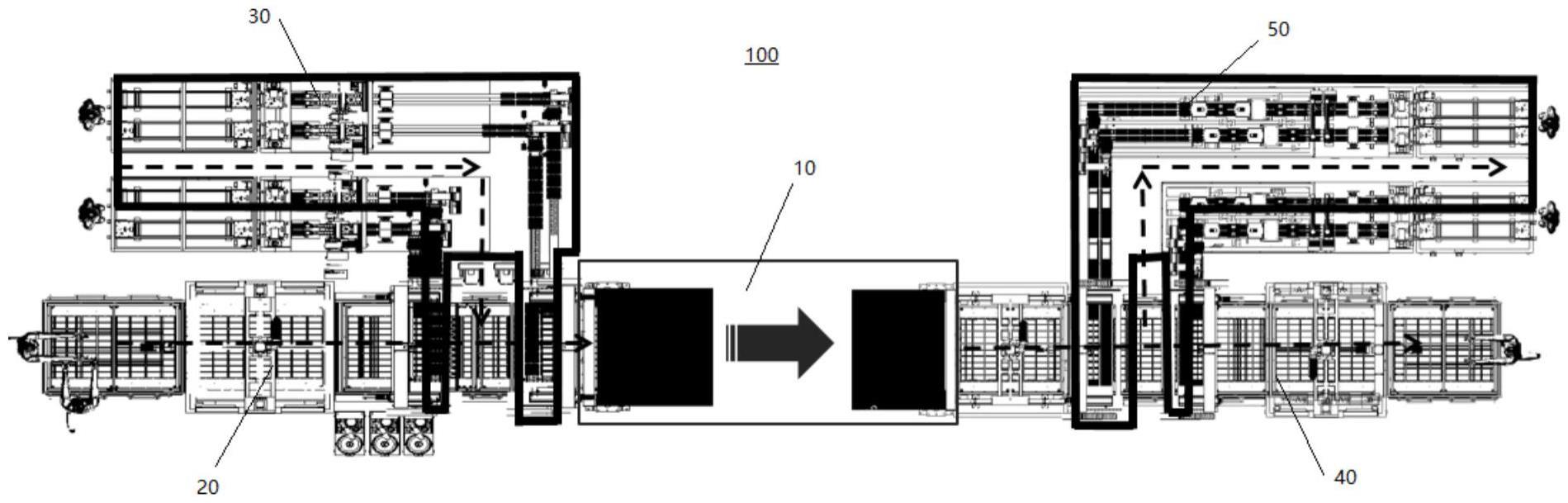
3、本实用新型的实施例提供的一种pvd自动上下料设备,其包括:
4、上料组件,所述上料组件包括第一上料件,所述第一上料件用于运输载具;所述上料组件还包括第二上料件,所述第二上料件用于运输电池片;
5、第一搬运装置,所述第一搬运装置将所述第二上料件运输的电池片搬运至所述第一上料件的载具;
6、镀膜装置,对电池片进行镀膜,所述镀膜装置设于所述第一上料件的输出端;
7、下料组件,所述下料组件包括设于镀膜装置输出端的第一下料件,所述第一下料件用于输送完成镀膜工艺电池片的载具;还包括第二下料件,所述第二下料件用于输送完成镀膜工艺的电池片;
8、第二搬运装置,所述第二搬运装置将所述第一下料件完成镀膜工艺的电池片搬运至所述第二下料件。
9、本实用新型的实施例有益效果为提供一种pvd镀膜自动化设备,可实现电池片和载具的分别上料和分别下料,通过设置第一上料件、第二上料件、第一下料件、第二下料件,以及第一搬运装置和第二搬运装置,通过各组件之间的协同配合,上料组件将载有电池片的载具输送至镀膜装置中,下料组件将完成镀膜工艺的电池片和载具进行分离和出料,提高电池片以及载具的自动化运输节拍,提高镀膜的工作效率。
10、作为上述技术方案的进一步改进,所述第二上料件设置有上料花篮输送件,所述上料花篮输送件进行载有电池片的花篮输送;
11、所述第二上料件还包括上料电池片输送件,所述上料花篮输送件与所述上料电池片输送件连接;
12、所述第二上料件还包括第一夹取装置,所述第一夹取装置设置在所述上料花篮输送件与所述上料电池片输送件连接处。
13、通过以上上料花篮输送件、第一夹取装置、上料电池片输送件的设置,实现电池片上料连续运输的自动化,满足高产能需求。
14、作为上述技术方案的进一步改进,所述第一搬运装置设置于第一上料件,所述第二上料件还设置有上料出料口,所述上料出料口位于所述第一上料件与第一搬运装置之间,可实现电池片连续上料时,缩短第一搬运装置对电池片的搬运时间,提高工作效率。
15、作为上述技术方案的进一步改进,所述pvd自动上下料设备还包括第一电池片检测件,所述第一电池片检测件设置在第一上料件与第二上料件之间,所述第一电池片检测件对载具上的电池片进行定位检测和纠偏,便于第一搬运装置根据载具的装载情况,如电池片是否对应载具中电池片承载位,调整电池片的放置位置,便于第一搬运装置将电池片精确地放置到载具的对应位置中,实现对载具和电池片的分别监测。
16、作为上述技术方案的进一步改进,所述第二上料件设置至少两个上料花篮输送件、第一夹取装置、上料电池片输送件和上料出料口。在使用时,第一上料件和第二上料件同时进行上料,分别输送电池片和载具,所述载具有若干电池片承载位置,大大缩短了电池片以及载具上下料时间,提高镀膜的工作效率。
17、作为上述技术方案的进一步改进,所述第一搬运装置为至少两个,分别对应所述上料出料口设置,将位于所述上料出料口的电池片搬运至所述第一上料件的同一载具,可实现电池片在载具上快速装载,满足高产能镀膜需求。
18、作为上述技术方案的进一步改进,所述第二下料件包括下料电池片输送件,所述下料电池片输送件输送完成镀膜工艺的电池片;
19、所述第二下料件还设置有下料花篮输送件,所述下料花篮输送件输送载有电池片的花篮;
20、第二夹取装置,所述第二夹取装置设置在所述下料花篮输送件与所述下料电池片输送件之间。
21、通过第二下料件设置下料电池片输送件、第二夹取装置、下料花篮输送件,可以实现电池片的快速连续下料。
22、作为上述技术方案的进一步改进,所述pvd自动上下料设备还包括第二电池片检测件,所述第二电池片检测件设置在第二下料件输送电池片的路径上,第二电池片检测件设置在第二下料件输送电池片的路径上,所述第二电池片检测件对镀膜后的电池片进行质量检测,对于检测合格的电池片,直接输出至花篮中,对于检测不合格的电池片,通过机械手进行剔除,同时不会影响载具的运输。
23、作为上述技术方案的进一步改进,所述第二搬运装置为两个,对应第一下料件的同一载具,所述第二搬运装置将同一载具上的完成镀膜工艺的电池片分别搬运至所述第二下料件的下料电池片输送件,保证下料速度,且不会影响载具的运输。
24、作为上述技术方案的进一步改进,所述第二下料件设置至少两个下料电池片输送件和下料花篮输送件,实现多电池片和多个花篮下料,提高下料的工作效率。
25、本实用新型性实施例的pvd自动上下料设备有益效果:
26、该pvd自动上下料设备包括上料组件、第一搬运装置、镀膜装置、下料组件、第二搬运装置,上料组件包括第一上料件和第二上料件,下料组件包括第一下料件以及第二下料件,第一搬运装置将第二上料件的电池片搬运至第一上料件的载具,第二搬运装置将电池片从第一下料件上的载具搬运至第二下料件。本方案通过将载具和电池片分开输送,能够实现载具和电池片的分别上料,以及下料时电池片和载具分离,且提高电池片以及载具的运输节拍,进而提高镀膜的工作效率。
技术特征:
1.一种pvd自动上下料设备,其特征在于,包括:
2.根据权利要求1所述的pvd自动上下料设备,其特征在于,所述第二上料件包括上料花篮输送件、第一夹取装置和上料电池片输送件,所述上料花篮输送件用于输送载有电池片的花篮;
3.根据权利要求2所述的pvd自动上下料设备,其特征在于,所述第一搬运装置设置于第一上料件,所述第二上料件还设置有上料出料口,所述上料出料口位于所述第一上料件与所述第一搬运装置之间。
4.根据权利要求1所述的pvd自动上下料设备,其特征在于,所述pvd自动上下料设备还包括第一电池片检测件,所述第一电池片检测件设置在所述第一上料件与所述第二上料件之间,所述第一电池片检测件对载具上的电池片进行定位检测和纠偏。
5.根据权利要求3所述的pvd自动上下料设备,其特征在于,所述上料花篮输送件、第一夹取装置、上料电池片输送件和上料出料口均设置至少两个。
6.根据权利要求5所述的pvd自动上下料设备,其特征在于,所述第一搬运装置为至少两个,分别对应两个所述上料出料口设置,将位于所述上料出料口的电池片搬运至所述第一上料件的同一载具。
7.根据权利要求1所述的pvd自动上下料设备,其特征在于,所述第二下料件包括下料电池片输送件、下料花篮输送件和第二夹取装置,所述下料电池片输送件输送完成镀膜工艺的电池片;
8.根据权利要求1所述的pvd自动上下料设备,其特征在于,所述pvd自动上下料设备还包括第二电池片检测件,所述第二电池片检测件设置在第二下料件输送电池片的路径上,所述第二电池片检测件对镀膜后的电池片进行质量检测。
9.根据权利要求1所述的pvd自动上下料设备,其特征在于,所述第二下料件设置至少两个下料电池片输送件和下料花篮输送件。
10.根据权利要求1所述的pvd自动上下料设备,其特征在于,所述第二搬运装置为至少两个,对应第一下料件的同一载具,所述第二搬运装置将同一载具上的完成镀膜工艺的电池片分别搬运至所述第二下料件的下料电池片输送件。
技术总结
本技术提供了一种PVD自动上下料设备,涉及HJT电池片镀膜技术领域。该PVD自动上下料设备包括上料组件、第一搬运装置、镀膜装置、下料组件、第二搬运装置,上料组件包括第一上料件和第二上料件,下料组件包括第一下料件以及第二下料件,第一搬运装置将第二上料件的电池片搬运至第一上料件,第二搬运装置将电池片从第一下料件上载具的电池片搬运至第二下料件。该PVD自动上下料设备通过多个组件之间的相互配合,上料组件将载有电池片的载具输送至镀膜装置中,下料组件将完成镀膜工艺的电池片和载具进行分离和出料。能够提高电池片以及载具的运输节拍,实现对载具和电池片的分别运输,提高镀膜的工作效率。
技术研发人员:请求不公布姓名
受保护的技术使用者:广东利元亨智能装备股份有限公司
技术研发日:20230223
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!