一种床头箱铸造模具的制作方法
本技术涉及床头箱制造,特别涉及一种床头箱铸造模具。
背景技术:
1、主轴箱:又称床头箱,它的主要任务是将主电机传来的旋转运动经过一系列的变速机构使主轴得到所需的正反两种转向的不同转速,同时主轴箱分出部分动力将运动传给进给箱,为了确保床头箱的牢固性,在制造时通常采用模具一体铸造成型。
2、然而现有的床头箱铸造模具为了方便脱模,通常采用两个呈镜像对称的模具并进行浇铸,因此生产出的模具还需要经过多道程序加工,十分耗费工时,并且加大了床头箱的制造成本,因此,本领域技术人员提供了一种床头箱铸造模具,以解决上述存在的问题。
技术实现思路
1、本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一种床头箱铸造模具,通过两组八个相互配合的模具,在不影响脱模的同时,浇铸成的床头箱不再需要经过多道复杂程序的加工便可以直接投入使用。
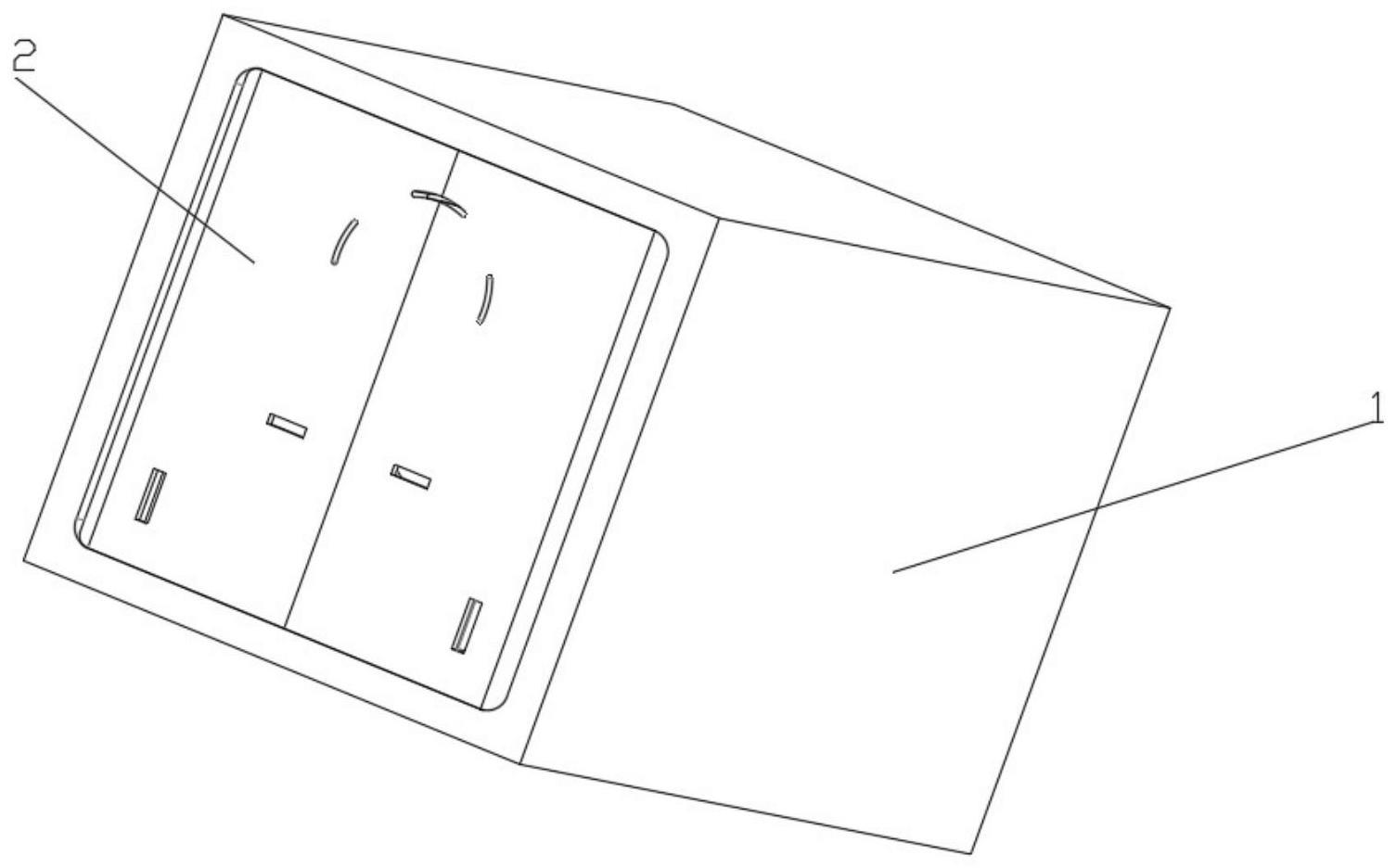
2、为实现上述目的,提供一种床头箱铸造模具,一种床头箱铸造模具,包括置模箱,所述置模箱的内部设置有两组浇铸内模,两组所述浇铸内模呈镜像对称分布,两组所述浇铸内模均包括有前铸造模、顶部铸造模、后铸造模与底铸造模,每组所述浇铸内模的顶部铸造模设置在前铸造模的后侧壁顶部,所述底铸造模设置在前铸造模的后侧壁底部且位于顶部铸造模的正下方,所述底铸造模与顶部铸造模的后侧壁设置有后铸造模。
3、根据所述的一种床头箱铸造模具,所述前铸造模包括有前模板,所述前模板的后侧壁中间位置固定连接有内腔成型杆,所述内腔成型杆的端部开设有内圈型腔,所述前模板的板身后侧壁靠另一侧位置固定连接有多个呈圆周阵列分布的前定位口成型凸块,所述前模板的板身中间靠顶部位置开设有顶浇铸口,所述前模板的板身且位于内腔成型杆与前定位口成型凸块之间开设有侧浇铸口,所述前模板的后侧壁中间靠顶部位置开设有前支撑脚凸纹型腔,所述前模板的板身且位于前支撑脚凸纹型腔的顶部靠中间位置开设有支撑脚浇铸口,所述前模板的板身且位于前支撑脚凸纹型腔的底部靠另一侧位置开设有底部浇铸口,所述前模板的板身后侧壁且位于前支撑脚凸纹型腔的底部靠一侧的位置开设有前加固筋槽。
4、根据所述的一种床头箱铸造模具,所述后铸造模包括有后模板,所述后模板的前侧壁顶部靠另一侧位置固定连接有多个呈圆周阵列分布的后定位口成型凸块,所述后模板的前侧壁底部开设有后支撑脚凸纹型腔,所述后模板的前侧壁且位于后支撑脚凸纹型腔的底部靠一侧位置开设有后加固筋成型腔。
5、根据所述的一种床头箱铸造模具,所述顶部铸造模包括有顶模本体,所述顶模本体的一侧壁上开设有顶部型腔。
6、根据所述的一种床头箱铸造模具,所述底铸造模包括有底模本体,所述底模本体的顶部开设有底部型腔,所述底模本体的一侧位置开设有支撑脚型腔,所述支撑脚型腔的底部中间位置设置有定位缺口成型凸块。
7、根据所述的一种床头箱铸造模具,两组所述浇铸内模的顶浇铸口相互配合使用。
8、根据所述的一种床头箱铸造模具,每组所述浇铸内模的后定位口成型凸块与前定位口成型凸块其大小形状完全相同。
9、根据所述的一种床头箱铸造模具,每组所述浇铸内模的底部型腔与顶部型腔相互连接。
10、根据所述的一种床头箱铸造模具,上述方案具有如下至少一个有益效果:
11、1、当模具在浇铸内模的内部型腔中充分冷却成型后,再将两组浇铸内模从置模箱中取出,并先抽取前铸造模与底铸造模,随后再掀下顶部铸造模与底铸造模,轻松实现脱模作业。
12、2、由于开设的后定位口成型凸块、定位缺口成型凸块、后加固筋成型腔、前支撑脚凸纹型腔等用于加固或定位的型腔结构,使得所浇铸成的模具不再需要经过多道复杂成型的加工便可出货。
13、3、由于该模具所生产的床头箱为一体铸造成型,且通过多组浇铸口同时浇铸,使得铸模用熔液在型腔中充分流动,使得生成的成品箱足够牢固,可以承受较大的负载。
14、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种床头箱铸造模具,其特征在于:包括置模箱(1),所述置模箱(1)的内部设置有两组浇铸内模(2),两组所述浇铸内模(2)呈镜像对称分布,两组所述浇铸内模(2)均包括有前铸造模(201)、顶部铸造模(202)、后铸造模(203)与底铸造模(204),每组所述浇铸内模(2)的顶部铸造模(202)设置在前铸造模(201)的后侧壁顶部,所述底铸造模(204)设置在前铸造模(201)的后侧壁底部且位于顶部铸造模(202)的正下方,所述底铸造模(204)与顶部铸造模(202)的后侧壁设置有后铸造模(203)。
2.根据权利要求1所述的一种床头箱铸造模具,其特征在于:所述前铸造模(201)包括有前模板(2011),所述前模板(2011)的后侧壁中间位置固定连接有内腔成型杆(2019),所述内腔成型杆(2019)的端部开设有内圈型腔(20110),所述前模板(2011)的板身后侧壁靠另一侧位置固定连接有多个呈圆周阵列分布的前定位口成型凸块(2017),所述前模板(2011)的板身中间靠顶部位置开设有顶浇铸口(2018),所述前模板(2011)的板身且位于内腔成型杆(2019)与前定位口成型凸块(2017)之间开设有侧浇铸口(2012),所述前模板(2011)的后侧壁中间靠顶部位置开设有前支撑脚凸纹型腔(2016),所述前模板(2011)的板身且位于前支撑脚凸纹型腔(2016)的顶部靠中间位置开设有支撑脚浇铸口(2013),所述前模板(2011)的板身且位于前支撑脚凸纹型腔(2016)的底部靠另一侧位置开设有底部浇铸口(2014),所述前模板(2011)的板身后侧壁且位于前支撑脚凸纹型腔(2016)的底部靠一侧的位置开设有前加固筋槽(2015)。
3.根据权利要求1所述的一种床头箱铸造模具,其特征在于:所述后铸造模(203)包括有后模板(2031),所述后模板(2031)的前侧壁顶部靠另一侧位置固定连接有多个呈圆周阵列分布的后定位口成型凸块(2032),所述后模板(2031)的前侧壁底部开设有后支撑脚凸纹型腔(2033),所述后模板(2031)的前侧壁且位于后支撑脚凸纹型腔(2033)的底部靠一侧位置开设有后加固筋成型腔(2034)。
4.根据权利要求1所述的一种床头箱铸造模具,其特征在于:所述顶部铸造模(202)包括有顶模本体(2021),所述顶模本体(2021)的一侧壁上开设有顶部型腔(2022)。
5.根据权利要求1所述的一种床头箱铸造模具,其特征在于:所述底铸造模(204)包括有底模本体(2041),所述底模本体(2041)的顶部开设有底部型腔(2044),所述底模本体(2041)的一侧位置开设有支撑脚型腔(2042),所述支撑脚型腔(2042)的底部中间位置设置有定位缺口成型凸块(2043)。
6.根据权利要求1所述的一种床头箱铸造模具,其特征在于:两组所述浇铸内模(2)的顶浇铸口(2018)相互配合使用。
7.根据权利要求1所述的一种床头箱铸造模具,其特征在于:每组所述浇铸内模(2)的后定位口成型凸块(2032)与前定位口成型凸块(2017)其大小形状完全相同。
8.根据权利要求1所述的一种床头箱铸造模具,其特征在于:每组所述浇铸内模(2)的底部型腔(2044)与顶部型腔(2022)相互连接。
技术总结
本技术公开了一种床头箱铸造模具,其包括置模箱,所述置模箱的内部设置有两组浇铸内模,两组所述浇铸内模呈镜像对称分布,两组所述浇铸内模均包括有前铸造模、顶部铸造模、后铸造模与底铸造模,每组所述浇铸内模的顶部铸造模设置在前铸造模的后侧壁顶部,所述底铸造模设置在前铸造模的后侧壁底部且位于顶部铸造模的正下方,所述前铸造模包括有前模板,所述前模板的后侧壁中间位置固定连接有内腔成型杆,所述内腔成型杆的端部开设有内圈型腔,通过上述结构,在不影响脱模的同时,浇铸成的床头箱不再需要经过多道复杂程序的加工便可以直接投入使用。
技术研发人员:张建军,罗秋梅,刘海军
受保护的技术使用者:大邑张氏铸造厂
技术研发日:20230313
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!