一种工件整形修边装置的制作方法
本技术涉及工件加工,具体为一种工件整形修边装置。
背景技术:
1、压铸是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。大多数压铸铸件都是不含铁的,例如锌、铜、铝、镁、铅、锡以及铅锡合金以及它们的合金。根据压铸类型的不同,需要使用冷室压铸机或者热室压铸机。
2、在对金属工件进行加工时,工件的表面有过多的毛边产生,影响产品的质量,需要在压铸后再对工件进行切边整形,增加了工件加工的工序时长,同时在进行修边整形时无法达到与工件外表面相贴合的程度,影响工件的质量,同时在切边时仅用弹簧压产品进行卸料,导致挤压力不足,容易造成切边的冲击力不足,无法将毛刺完全去除。
技术实现思路
1、本实用新型的目的在于提供一种工件整形修边装置,利用在上模块的外侧设置有切边模框,首先利用切边模框对产品进行修边定型,然后将未加工的工件金属板推入切边模框,在切边模框内利用上模块和下模块对金属板进行压铸形成工件,保障工件在加工后不会有过多的毛边产生,同时缩减工件加工的时间,以解决上述背景技术中提出的问题。
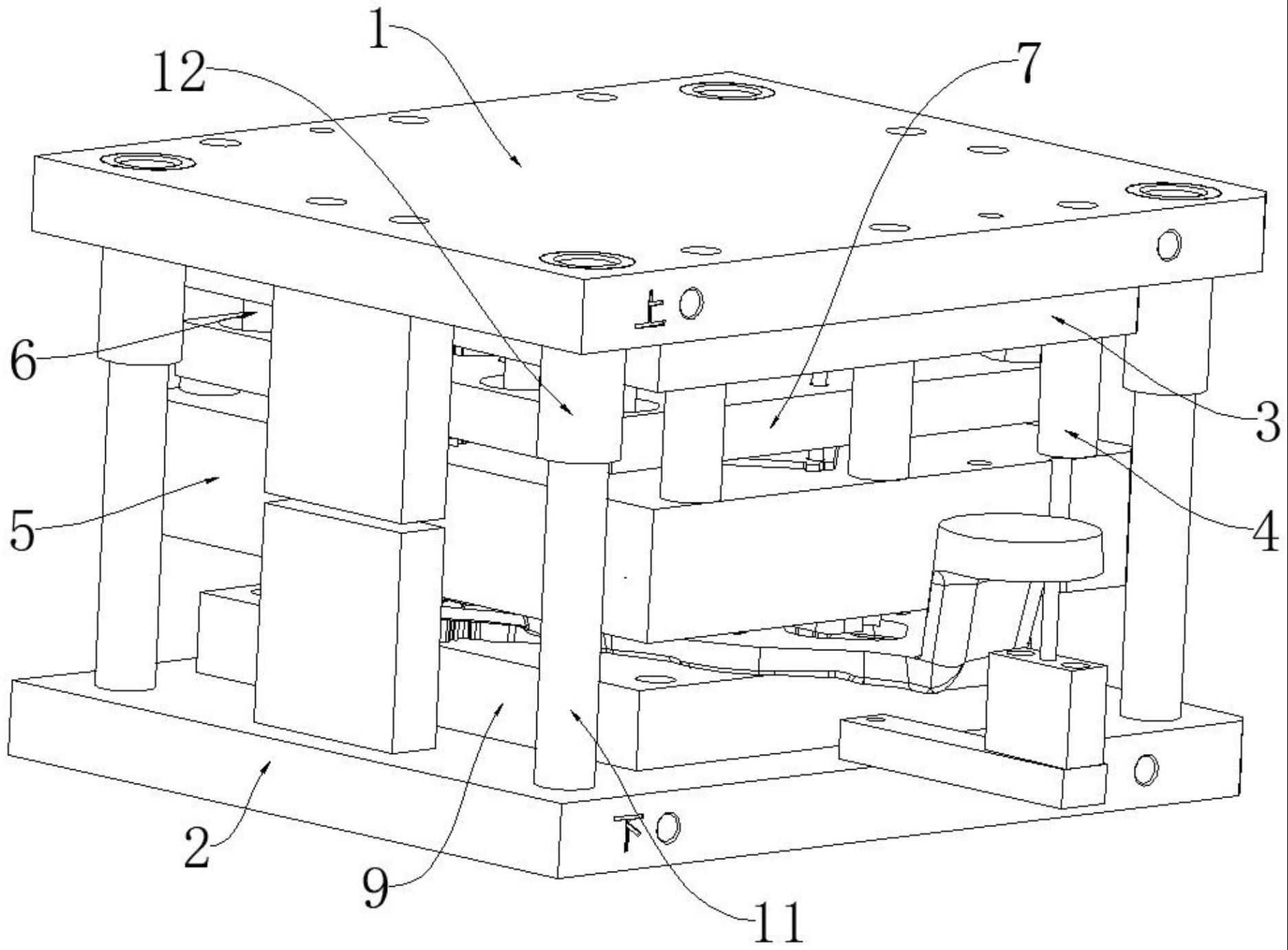
2、为实现上述目的,本实用新型提供如下技术方案:一种工件整形修边装置,包括上支撑板和下支撑板,所述上支撑板的底部固定有固定板,所述固定板的底部的四周均固定有支撑柱,所述支撑柱的底部固定有切边模框,所述上支撑板底部的四周均固定有油压机,所述油压机的活塞杆贯穿固定板并固定有活动板,所述活动板的底部通过固定柱固定有上模块,所述上模块的底部贯穿切边模框并向下延伸,所述下支撑板的顶部固定有下模块,所述上模块与下模块之间设置有工件本体,所述下模块的顶部呈阶梯状设置,所述上模块的底部呈局部凸出状设置。
3、优选的,所述下支撑板顶部的四周均固定有定位杆,所述上支撑板的底部固定有定位管,所述定位杆的顶部贯穿至定位管的内腔并可贯穿上支撑板。
4、优选的,所述切边模框的底部固定有切块,所述切块沿上模块的四周设置。
5、优选的,所述上模块的表面与切边模框的内腔贴合,所述上模块与下模块相互吻合。
6、优选的,所述固定板底部的四周均固定有限位柱,所述限位柱的底部从上至下依次贯穿活动板和上模块并与上模块的底部齐平。
7、与现有技术相比,本实用新型的有益效果是:
8、1、本实用新型利用在上模块的外侧套设有切边模框,利用切边模框对金属板进行修边定型,保障金属板与加工后的工件外轮廓相同,然后将未加工的工件金属板推入切边模框,在切边模框内利用油压机推动上模块向下移动与下模块对金属板进行压铸形成工件,保障工件在加工后不会有过多的毛边产生,将工件的压铸与修边整形进行结合,减少单一工序的进行,同时缩减工件加工的时间,提升工件加工的效率,提升利用下模块顶部呈阶梯状设置,方便对工件进行分区避空,然后上模块分区对工件进行过盈。
9、2、本实用新型利用限位柱,方便对活动板和上模块进行限位,同时可以对工件进行定位,防止工件在切边模框内晃动,影响工件的质量,同时定位杆在定位管的内腔上下滑动,可保障上支撑板与下支撑板之间的稳定性,使公家加工的精准度提升。
技术特征:
1.一种工件整形修边装置,包括上支撑板(1)和下支撑板(2),其特征在于:所述上支撑板(1)的底部固定有固定板(3),所述固定板(3)的底部的四周均固定有支撑柱(4),所述支撑柱(4)的底部固定有切边模框(5),所述上支撑板(1)底部的四周均固定有油压机(6),所述油压机(6)的活塞杆贯穿固定板(3)并固定有活动板(7),所述活动板(7)的底部通过固定柱固定有上模块(8),所述上模块(8)的底部贯穿切边模框(5)并向下延伸,所述下支撑板(2)的顶部固定有下模块(9),所述上模块(8)与下模块(9)之间设置有工件本体(10),所述下模块(9)的顶部呈阶梯状设置,所述上模块(8)的底部呈局部凸出状设置。
2.根据权利要求1所述的一种工件整形修边装置,其特征在于:所述下支撑板(2)顶部的四周均固定有定位杆(11),所述上支撑板(1)的底部固定有定位管(12),所述定位杆(11)的顶部贯穿至定位管(12)的内腔并可贯穿上支撑板(1)。
3.根据权利要求1所述的一种工件整形修边装置,其特征在于:所述切边模框(5)的底部固定有切块(13),所述切块(13)沿上模块(8)的四周设置。
4.根据权利要求1所述的一种工件整形修边装置,其特征在于:所述上模块(8)的表面与切边模框(5)的内腔贴合,所述上模块(8)与下模块(9)相互吻合。
5.根据权利要求1所述的一种工件整形修边装置,其特征在于:所述固定板(3)底部的四周均固定有限位柱(14),所述限位柱(14)的底部从上至下依次贯穿活动板(7)和上模块(8)并与上模块(8)的底部齐平。
技术总结
本技术公开了一种工件整形修边装置,属于工件加工技术领域,包括上支撑板和下支撑板,所述上支撑板的底部固定有固定板,所述固定板的底部的四周均固定有支撑柱,所述支撑柱的底部固定有切边模框,本技术利用在上模块的外侧套设有切边模框,利用切边模框对金属板进行修边定型,保障金属板与加工后的工件外轮廓相同,然后将未加工的工件金属板推入切边模框,在切边模框内利用油压机推动上模块向下移动与下模块对金属板进行压铸形成工件,保障工件在加工后不会有过多的毛边产生,将工件的压铸与修边整形进行结合,减少单一工序的进行,同时缩减工件加工的时间,提升工件加工的效率。
技术研发人员:吴为水,刘永东
受保护的技术使用者:长沙博大科工股份有限公司
技术研发日:20230313
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!