金刚石修整笔的制作方法
本技术涉及金属磨削的领域,具体涉及一种金刚石修整笔。
背景技术:
1、在磨加工行业精度0.001mm、光洁度0.35-1.6的面磨削领域,砂轮修整普遍使用锥形单颗粒、多颗粒、颗粒排金刚石修整笔和金刚石滚轮修整器。例如,中国专利文献(cn208913874u)公开了一种金刚石修整笔,包括笔体,其中:所述笔体包括:端部、前部、笔杆和尾部,所述端部为圆台状,所述端部设有笔头,所述笔头用金刚石厚膜制作成一圆锥形,圆锥形的尖部设有一颗金刚石原石,所述端部经前部连接笔杆,所述笔杆一端为尾部。该方案用金刚石厚膜制作成一圆锥形,圆锥形的尖部设有一颗金刚石原石,端部和尾部采用圆台结构,并加合理的尺寸设计确保了精磨的质量。
2、然而,锥形(或弧形)头部的金刚石笔在使用寿命、光洁度稳定性、尺寸稳定性、使用成本控制都不佳,有待改进。
技术实现思路
1、本实用新型的目的在于克服现有技术存在的不足,而提供一种金刚石修整笔,改变其关键主体形状,达到理想的修整效果。在磨加工行业中使用,可降低生产成本、减少浪费、增加机床产出效率、减少磨床调整次数提升产量、提升产品质量和稳定性。
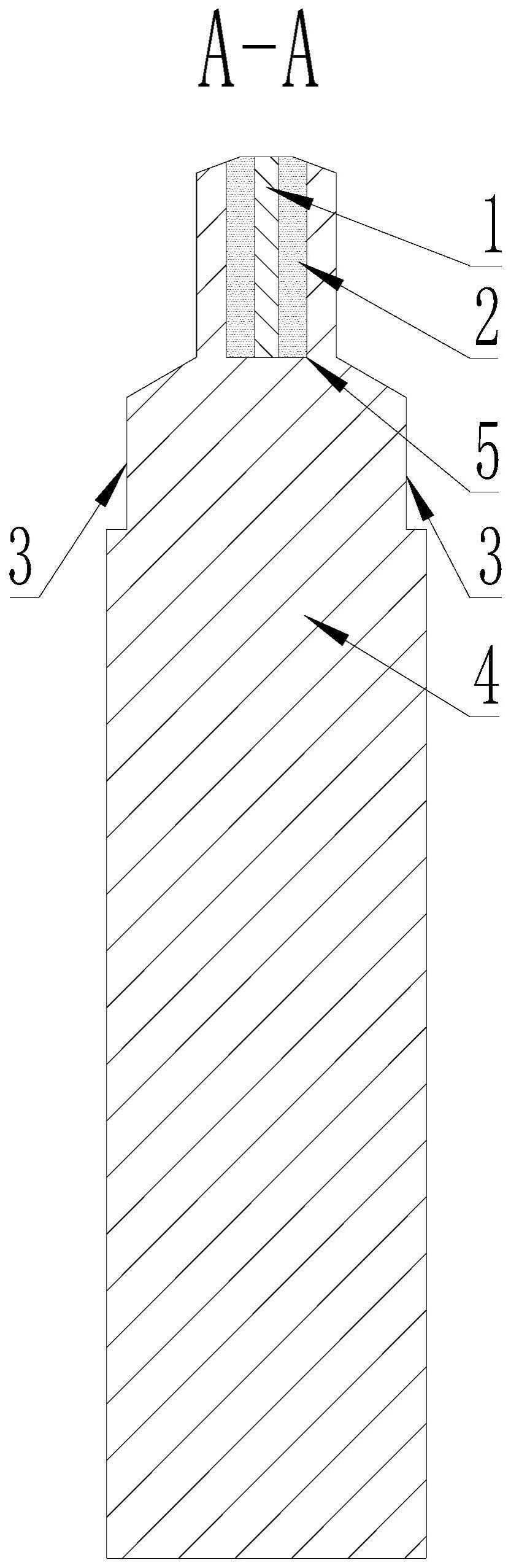
2、本实用新型的目的是通过如下技术方案来完成的:这种金刚石修整笔,包括金刚石条、固定介质和安装柄,所述安装柄的一端为小圆柱段,安装柄的另一端为大圆柱段,大圆柱段与小圆柱段同轴,且相互之间通过圆台段过渡连接;小圆柱段内同轴开设镶石保持槽,所述金刚石条外周与固定介质烧结固定并置入镶石保持槽内,且金刚石条顶部从小圆柱段的上表面露出。
3、作为进一步的技术方案,所述金刚石条的横截面为方形,在所述大圆柱段靠近圆台段位置处的外壁上开设1~4个调整基准面,各调整基准面与金刚石条上对应的侧壁面平行。
4、作为进一步的技术方案,所述金刚石条的长度为0.4~0.8mm、宽度为0.4~0.8mm、高度为1~7mm。
5、作为进一步的技术方案,所述金刚石条的横截面为圆形,且直径为0.4~0.8mm、高度为1~7mm。
6、作为进一步的技术方案,所述镶石保持槽的横截面为方形或圆形,其中圆形横截面的外直径为1~20mm、内直径为0.5~19mm、槽深度为0.5~7mm;方形横截面的外边长为1~20mm、方形内边长为0.5~19mm、槽深度为0.5~7mm。
7、作为进一步的技术方案,所述金刚石条采用多晶体人造金刚石或单晶体天然金刚石制成,所述固定介质采用钢铁粉磨烧结或黄铜粉末烧结或树脂粘结而成,所述安装柄的直径为3~50mm。
8、作为进一步的技术方案,所述安装柄轴心与待修整砂轮的中心共线布置,并相对锁紧。
9、作为进一步的技术方案,所述安装柄轴心与待修整砂轮的中心线成10~15°夹角布置,并相对锁紧。
10、本实用新型的有益效果为:
11、1、以细小方条或细小圆柱状金刚石切削修整砂轮,在砂轮直线修整、修平、精粗修中,光洁度和尺寸精度、稳定性、寿命都较好;相比传统锥形单颗粒修整器,使用寿命增加2-35倍(根据制作尺寸定),光洁度提升15%-20%,尺寸稳定性提升3-5倍,使用稳定性提升3-5倍;相比滚轮修整器维修后可重复利用,使用成本低70倍,造价低100-200倍,光洁度和尺寸稳定性相当。如果投入到平面磨床、无心磨床、端面磨床、外圆磨床、内圆磨床中使用,可降低生产成本、减少浪费、增加机床产出效率、减少磨床调整次数提升产量、提升产品质量和稳定性。
12、2、在安装柄上开设调整基准面,便于方形金刚石条使用时平面朝上。
技术特征:
1.一种金刚石修整笔,其特征在于:包括金刚石条(1)、固定介质(2)和安装柄(4),所述安装柄(4)的一端为小圆柱段(43),安装柄(4)的另一端为大圆柱段(41),大圆柱段(41)与小圆柱段(43)同轴,且相互之间通过圆台段(42)过渡连接;小圆柱段(43)内同轴开设镶石保持槽(5),所述金刚石条(1)外周与固定介质(2)烧结固定并置入镶石保持槽(5)内,且金刚石条(1)顶部从小圆柱段(43)的上表面露出。
2.根据权利要求1所述的金刚石修整笔,其特征在于:所述金刚石条(1)的横截面为方形,在所述大圆柱段(41)靠近圆台段(42)位置处的外壁上开设1~4个调整基准面(3),各调整基准面(3)与金刚石条(1)上对应的侧壁面平行。
3.根据权利要求2所述的金刚石修整笔,其特征在于:所述金刚石条(1)的长度为0.4~0.8mm、宽度为0.4~0.8mm、高度为1~7mm。
4.根据权利要求1所述的金刚石修整笔,其特征在于:所述金刚石条(1)的横截面为圆形,且直径为0.4~0.8mm、高度为1~7mm。
5.根据权利要求3或4所述的金刚石修整笔,其特征在于:所述镶石保持槽(5)的横截面为方形或圆形,其中圆形横截面的外直径为1~20mm、内直径为0.5~19mm、槽深度为0.5~7mm;方形横截面的外边长为1~20mm、方形内边长为0.5~19mm、槽深度为0.5~7mm。
6.根据权利要求5所述的金刚石修整笔,其特征在于:所述金刚石条(1)采用多晶体人造金刚石或单晶体天然金刚石制成,所述固定介质(2)采用钢铁粉磨烧结或黄铜粉末烧结或树脂粘结而成,所述安装柄(4)的直径为3~50mm。
7.根据权利要求6所述的金刚石修整笔,其特征在于:所述安装柄(4)轴心与待修整砂轮(6)的中心共线布置,并相对锁紧。
8.根据权利要求6所述的金刚石修整笔,其特征在于:所述安装柄(4)轴心与待修整砂轮(6)的中心线成10~15°夹角布置,并相对锁紧。
技术总结
本技术公开了一种金刚石修整笔,涉及金属磨削领域,包括金刚石条、固定介质和安装柄,所述安装柄的一端为小圆柱段,安装柄的另一端为大圆柱段,大圆柱段与小圆柱段同轴,且相互之间通过圆台段过渡连接;小圆柱段内同轴开设镶石保持槽,所述金刚石条外周与固定介质烧结固定并置入镶石保持槽内,且金刚石条顶部从小圆柱段的上表面露出。本技术通过改变金刚石主体形状,达到理想的修整效果。在磨加工行业中使用,可降低生产成本、减少浪费、增加机床产出效率、减少磨床调整次数提升产量、提升产品质量和稳定性。
技术研发人员:张新义,赵凯
受保护的技术使用者:湖北钱潮精密件有限公司
技术研发日:20230310
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!