一种多工位磨床设备的制作方法
本技术属于磨床设备,特别涉及一种多工位磨床设备。
背景技术:
1、在汽车发动机加工制造过程,会使用到具有曲面的零部件,发动机加工对零部件表面粗糙度有较高的要求,这就需要对零部件曲面进行足够细致的磨床加工,以满足主机厂标准要求。
2、在传统的研磨加工中,通常是工件固定在某一位置,通过砂轮高速旋转并移动,使修整工装对砂轮进行打磨修整,但是上述加工研磨方式在研磨工件时的研磨精度不高,容易破坏工件本身的曲面弧度,影响工件的使用寿命,在此种情况下,并且传动研磨盘对工件进行研磨时,如果不能准确控制研磨时间,往往造成研磨过度,造成工件的报废。
3、针对以上问题,我们提出了一种多工位磨床设备以解决上述问题。
技术实现思路
1、本实用新型提出一种多工位磨床设备,实现多工位工件曲面的同步研磨,并且设置有防撞组件,有效防止工件研磨过度。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种多工位磨床设备,包括底座,底座内部固定安装有电机和气缸,所述底座顶部转动安装有研磨筒,所述电机带动研磨筒在底座顶部转动,所述底座顶部还固定安装有压磨组件,所述压磨组件设置在研磨筒内,所述压磨组件包括支撑座,所述支撑座中心开设有支撑槽,所述支撑槽内滑动设置有推动柱,所述支撑座四周还均匀环绕开设有多个滑动槽,每个所述滑动槽内均滑动设置有压紧块,所述压紧块与支撑座之间固定安装有弹簧,所述压紧块远离推动柱的端面上安装有工件,所述推动柱底部固定连接在气缸的活塞杆上,所述推动柱带动全部压紧块在滑动槽内沿研磨筒的径向移动,所述支撑座侧壁上还对应压紧块固定安装有多个防撞组件,所述防撞组件转动设置有防撞滚轮,当工件研磨完成后,所述防撞滚轮与研磨筒内壁贴合,并跟随研磨筒转动。
4、优选的,所述压紧块靠近推动柱的一侧设置有第一倾斜面和第一竖直面,所述推动柱上设置有第二倾斜面和第二竖直面,当所述第一竖直面与第二竖直面贴合时,所述压紧块将工件压紧在研磨筒内壁上,当所述第一倾斜面与第二倾斜面贴合时,所述压紧块不再压紧工件。
5、优选的,所述防撞组件包括连接板,所述连接板螺栓紧固安装在支撑座上,所述连接板远离支撑座的一侧固定安装有两个支撑板,两个所述支撑板之间固定安装有转动柱,所述防撞滚轮转动安装在转动柱上。
6、优选的,两个所述支撑板上均开设有长孔,所述转动柱可以在长孔内滑动,所述转动柱通过紧固螺栓固定安装在两个长孔上。
7、优选的,所述底座顶部固定设置有环形滑道,所述研磨筒底部对应环形滑道设置有环形滑轨,所述研磨筒在电机的带动下,通过环形滑轨沿着环形滑道转动。
8、优选的,所述电机输出端上固定安装有主动齿轮,所述研磨筒外侧对应主动齿轮固定设置有从动齿轮,所述主动齿轮与从动齿轮啮合连接。
9、优选的,所述支撑座四周均匀环绕开设有四个滑动槽,每个所述滑动槽内均滑动设置有一个压紧块,所述防撞组件对应压紧块也设置有四个,每组所述防撞组件均设置在压紧块下方。
10、优选的,所述压紧块纵截面呈“t”形,每个所述压紧块的端面上固定安装有两个工件基座,所述工件固定安装在工件基座上。
11、采用了上述技术方案后,本实用新型的有益效果是:
12、本实用新型通过设置压磨组件,将推动柱的上下移动转变为压紧块沿研磨筒径向的移动,从而将工件压紧到转动的研磨筒上,并通过气缸推动柱的上下移动,从而控制压紧力,实现工件曲面的细腻研磨,提高研磨精度;
13、本实用新型公开还设置有防撞组件,通过将防撞滚轮的最外侧边缘与工件目标研磨面的深度保持一致,当工件的待磨面达到目标深度后,防撞滚轮与研磨筒内壁贴合,并跟随研磨筒转动,有效防止研磨过度,造成工件报废。
技术特征:
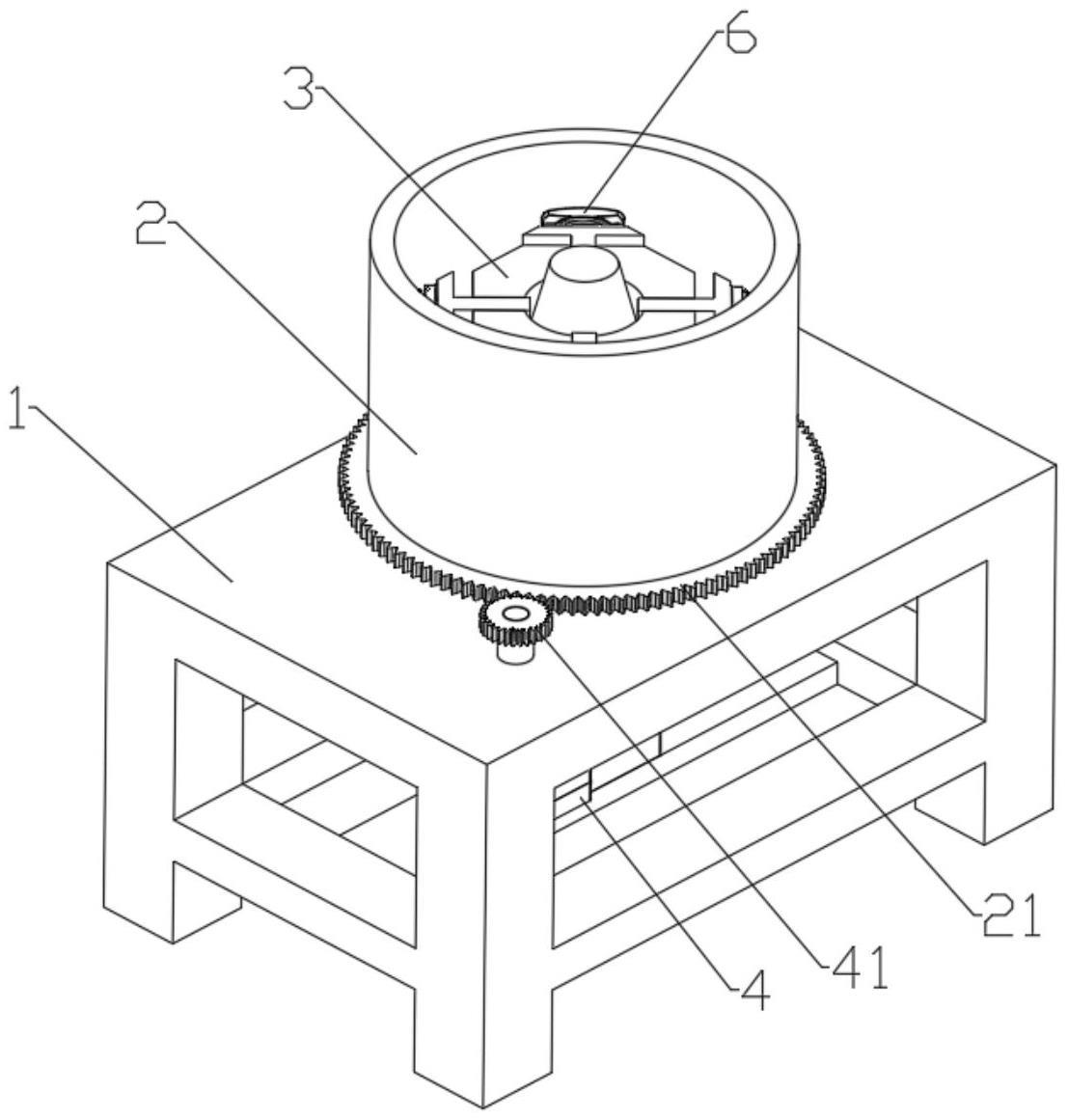
1.一种多工位磨床设备,包括底座(1),所述底座(1)内部固定安装有电机(4)和气缸(5),所述底座(1)顶部转动安装有研磨筒(2),所述电机(4)带动研磨筒(2)在底座(1)顶部转动,所述底座(1)顶部还固定安装有压磨组件(3),所述压磨组件(3)设置在研磨筒(2)内,其特征在于,所述压磨组件(3)包括支撑座(31),所述支撑座(31)中心开设有支撑槽(312),所述支撑槽(312)内滑动设置有推动柱(33),所述支撑座(31)四周还均匀环绕开设有多个滑动槽(311),每个所述滑动槽(311)内均滑动设置有压紧块(32),所述压紧块(32)与支撑座(31)之间固定安装有弹簧(35),所述压紧块(32)远离推动柱(33)的端面上安装有工件(6),所述推动柱(33)底部固定连接在气缸(5)的活塞杆上,所述推动柱(33)带动全部压紧块(32)在滑动槽(311)内沿研磨筒(2)的径向移动,所述支撑座(31)侧壁上还对应压紧块(32)固定安装有多个防撞组件(34),所述防撞组件(34)转动设置有防撞滚轮(345),当工件(6)研磨完成后,所述防撞滚轮(345)与研磨筒(2)内壁贴合,并跟随研磨筒(2)转动。
2.根据权利要求1所述的一种多工位磨床设备,其特征在于,所述压紧块(32)靠近推动柱(33)的一侧设置有第一倾斜面(321)和第一竖直面(322),所述推动柱(33)上设置有第二倾斜面(331)和第二竖直面(332),当所述第一竖直面(322)与第二竖直面(332)贴合时,所述压紧块(32)将工件(6)压紧在研磨筒(2)内壁上,当所述第一倾斜面(321)与第二倾斜面(331)贴合时,所述压紧块(32)不再压紧工件(6)。
3.根据权利要求1所述的一种多工位磨床设备,其特征在于,所述防撞组件(34)包括连接板(341),所述连接板(341)螺栓紧固安装在支撑座(31)上,所述连接板(341)远离支撑座(31)的一侧固定安装有两个支撑板(342),两个所述支撑板(342)之间固定安装有转动柱(344),所述防撞滚轮(345)转动安装在转动柱(344)上。
4.根据权利要求3所述的一种多工位磨床设备,其特征在于,两个所述支撑板(342)上均开设有长孔(343),所述转动柱(344)可以在长孔(343)内滑动,所述转动柱(344)通过紧固螺栓固定安装在两个长孔(343)上。
5.根据权利要求1所述的一种多工位磨床设备,其特征在于,所述底座(1)顶部固定设置有环形滑道(11),所述研磨筒(2)底部对应环形滑道(11)设置有环形滑轨(22),所述研磨筒(2)在电机(4)的带动下,通过环形滑轨(22)沿着环形滑道(11)转动。
6.根据权利要求5所述的一种多工位磨床设备,其特征在于,所述电机(4)输出端上固定安装有主动齿轮(41),所述研磨筒(2)外侧对应主动齿轮(41)固定设置有从动齿轮(21),所述主动齿轮(41)与从动齿轮(21)啮合连接。
7.根据权利要求1所述的一种多工位磨床设备,其特征在于,所述支撑座(31)四周均匀环绕开设有四个滑动槽(311),每个所述滑动槽(311)内均滑动设置有一个压紧块(32),所述防撞组件(34)对应压紧块(32)也设置有四个,每组所述防撞组件(34)均设置在压紧块(32)下方。
8.根据权利要求1所述的一种多工位磨床设备,其特征在于,所述压紧块(32)纵截面呈“t”形,每个所述压紧块(32)的端面上固定安装有两个工件基座(323),所述工件(6)固定安装在工件基座(323)上。
技术总结
本技术属于磨床设备技术领域,特别涉及一种多工位磨床设备,包括包括底座,底座内部固定安装有电机和气缸,底座顶部转动安装有研磨筒,电机带动研磨筒在底座顶部转动,底座顶部还固定安装有压磨组件,通过设置压磨组件,将推动柱的上下移动转变为压紧块沿研磨筒径向的移动,从而将工件压紧到转动的研磨筒上,并通过气缸推动柱的上下移动,从而控制压紧力,实现工件曲面的细腻研磨,提高研磨精度;还设置有防撞组件,通过将防撞滚轮的最外侧边缘与工件目标研磨面的深度保持一致,当工件的待磨面达到目标深度后,防撞滚轮与研磨筒内壁贴合,并跟随研磨筒转动,有效防止研磨过度。
技术研发人员:韩淑林,李发增
受保护的技术使用者:青州市易达汽车零部件有限公司
技术研发日:20230320
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!