一种用于气缸体的压铸模具的制作方法
本技术涉及汽车配件压铸生产装置,具体为一种用于气缸体的压铸模具。
背景技术:
1、气缸体是发动机的主体,它将各个气缸和曲轴箱连成一体,是安装活塞、曲轴以及其他零件和附件的支承骨架,根据其内部气缸的排布方式,可以分为直列式发动机、v型发动机以及对置式发动机,这三种气缸体大多是通过压铸工艺制造的。
2、如图1所示的一种三缸式气缸体,由于其气缸的内侧壁上具有中间部分两端小的凹槽2,使传统的压铸模具无法对其一次成型,压铸生产中无法将其一次性加工完成,压铸生产时,只能加工凹槽2的一部分或者对凹槽2不进行压铸,需要在压铸生产完成后再对其进行机加工,通过特殊的刀具与夹具才能加工出缸体侧壁的凹槽2,这种制造方式增加了气缸体的加工工序,导致其制造时间延长,提高了气缸体的制造成本。
技术实现思路
1、本实用新型所要解决的技术问题是针对现有技术的现状,而提供一种用于气缸体的压铸模具。
2、本实用新型解决上述技术问题所采用的技术方案为:提出一种用于气缸体的压铸模具,所述气缸体具有若干个腔体,所述腔体内侧壁上设置有中间大两端小的凹槽,包括:
3、定模组件;
4、动模组件,其活动设置在所述定模组件的下方;
5、滑块机构,其具有相对设置在所述动模组件上且用于形成所述腔体的第一型芯组和第二型芯组,所述第一型芯组和所述第二型芯组可在所述动模组件上相互靠近或远离;
6、若干个镶块,所述镶块具有两端的插入部以及处于中间位置的仿形部,所述仿形部用于形成所述凹槽,两个所述插入部用于分别插入至所述第一型芯组和第二型芯组内;
7、当所述压铸模具开模且所述第一型芯组和所述第二型芯组分离之后,所述镶块与所述第一型芯组与所述第二型芯组均分离且卡接在所述凹槽内。
8、在上述的一种用于气缸体的压铸模具,两个所述插入部均设置在所述仿形部的同一侧。
9、在上述的一种用于气缸体的压铸模具,所述第一型芯组与所述第二型芯组相对的一侧均设置有阶梯孔,所述阶梯孔的小端用于容纳所述插入部,所述阶梯孔的大端用于供所述仿形部插入。
10、在上述的一种用于气缸体的压铸模具,所述插入部的横截面成四边形,且所述插入部每两个相邻的侧壁之间均为圆弧过渡,所述插入部沿远离所述仿形部的方向的宽度逐渐减小。
11、在上述的一种用于气缸体的压铸模具,所述第一型芯组包括连接部,其靠近所述镶块的一端设置有若干个定位槽,每个所述定位槽内均设置有仿形柱,所述定位槽的底部设置有贯穿所述连接部的螺栓过孔,所述仿形柱靠近所述定位槽的一侧设置有螺纹孔,螺栓穿过所述螺栓过孔并连接在所述螺纹孔内。
12、在上述的一种用于气缸体的压铸模具,所述第二型芯组朝向所述第一型芯组的一侧设置有凸部,所述仿形部靠近所述第二型芯组的一侧设置有与所述凸部相适配的凹部,所述凸部与所述凹部活动抵靠。
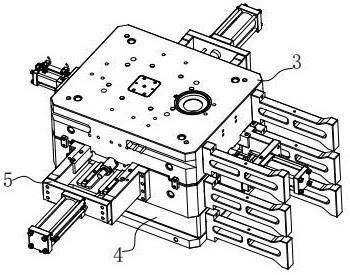
13、在上述的一种用于气缸体的压铸模具,所述动模组件的侧壁上具有两个相对设置的油缸,所述第一型芯组与所述第二型芯组相互远离的一端均设置有滑块座,所述滑块座连接在所述油缸的输出端。
14、与现有技术相比,本实用新型的优点在于通过将形成凹槽形状的镶块通过活动插设的方式插设在第一型芯组和第二型芯组上,并且在第一型芯组与第二型芯组分离之后将镶块滞留在气缸体内的方式,一次性完成气缸体的压铸生产,减少了气缸体的生产工序,降低了气缸体的生产 成本。
技术特征:
1.一种用于气缸体的压铸模具,所述气缸体具有若干个腔体,所述腔体内侧壁上设置有中间大两端小的凹槽,其特征在于,包括:
2.如权利要求1所述的一种用于气缸体的压铸模具,其特征在于,两个所述插入部均设置在所述仿形部的同一侧。
3.如权利要求1所述的一种用于气缸体的压铸模具,其特征在于,所述第一型芯组与所述第二型芯组相对的一侧均设置有阶梯孔,所述阶梯孔的小端用于容纳所述插入部,所述阶梯孔的大端用于供所述仿形部插入。
4.如权利要求1所述的一种用于气缸体的压铸模具,其特征在于,所述插入部的横截面成四边形,且所述插入部每两个相邻的侧壁之间均为圆弧过渡,所述插入部沿远离所述仿形部的方向的宽度逐渐减小。
5.如权利要求1所述的一种用于气缸体的压铸模具,其特征在于,所述第一型芯组包括连接部,其靠近所述镶块的一端设置有若干个定位槽,每个所述定位槽内均设置有仿形柱,所述定位槽的底部设置有贯穿所述连接部的螺栓过孔,所述仿形柱靠近所述定位槽的一侧设置有螺纹孔,螺栓穿过所述螺栓过孔并连接在所述螺纹孔内。
6.如权利要求1所述的一种用于气缸体的压铸模具,其特征在于,所述第二型芯组朝向所述第一型芯组的一侧设置有凸部,所述仿形部靠近所述第二型芯组的一侧设置有与所述凸部相适配的凹部,所述凸部与所述凹部活动抵靠。
7.如权利要求1所述的一种用于气缸体的压铸模具,其特征在于,所述动模组件的侧壁上具有两个相对设置的油缸,所述第一型芯组与所述第二型芯组相互远离的一端均设置有滑块座,所述滑块座连接在所述油缸的输出端。
技术总结
本技术涉及汽车配件压铸生产装置技术领域,提供一种用于气缸体的压铸模具,包括:定模组件;动模组件,其活动设置在定模组件的下方;滑块机构,其具有第一型芯组和第二型芯组,第一型芯组和第二型芯组可在动模组件上相互靠近或远离;镶块,镶块具有两端的插入部以及处于中间位置的仿形部,两个插入部用于分别插入至第一型芯组和第二型芯组内。与现有技术相比,本技术的优点在于通过将形成凹槽形状的镶块通过活动插设的方式插设在第一型芯组和第二型芯组上,并且在第一型芯组与第二型芯组分离之后将镶块滞留在气缸体内的方式,一次性完成气缸体的压铸生产,减少了气缸体的生产工序,降低了气缸体的生产成本。
技术研发人员:史曙光
受保护的技术使用者:宁波市北仑宇达模具制造有限公司
技术研发日:20230327
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!