一种燃气轮机涡轮叶片磨削工装的制作方法
本技术涉及涡轮叶片加工,尤其是一种燃气轮机涡轮叶片磨削工装。
背景技术:
1、燃气轮机涡轮叶片是航空发动机中的重要零部件,涡轮叶片在进行机加工的过程中,需要对涡轮叶片缘板及榫齿侧面进行磨削加工,由于燃气轮机涡轮叶片缘板及榫齿侧面部位结构复杂,加工精度高,所以在磨削加工时,需要保证涡轮叶片的缘板和榫齿位置稳固可靠。
2、因此,需要一种用于燃气轮机涡轮叶片缘板及榫齿侧面磨削的工装,能够准确可靠的实现涡轮叶片的装夹,保证涡轮叶片缘板及榫齿侧面磨削的加工质量。
技术实现思路
1、本申请针对上述现有生产技术中的缺点,提供一种燃气轮机涡轮叶片磨削工装,能够实现燃气轮机涡轮叶片缘板及榫齿的稳固装夹,保证涡轮叶片缘板及榫齿侧面磨削的加工质量。
2、本实用新型所采用的技术方案如下:
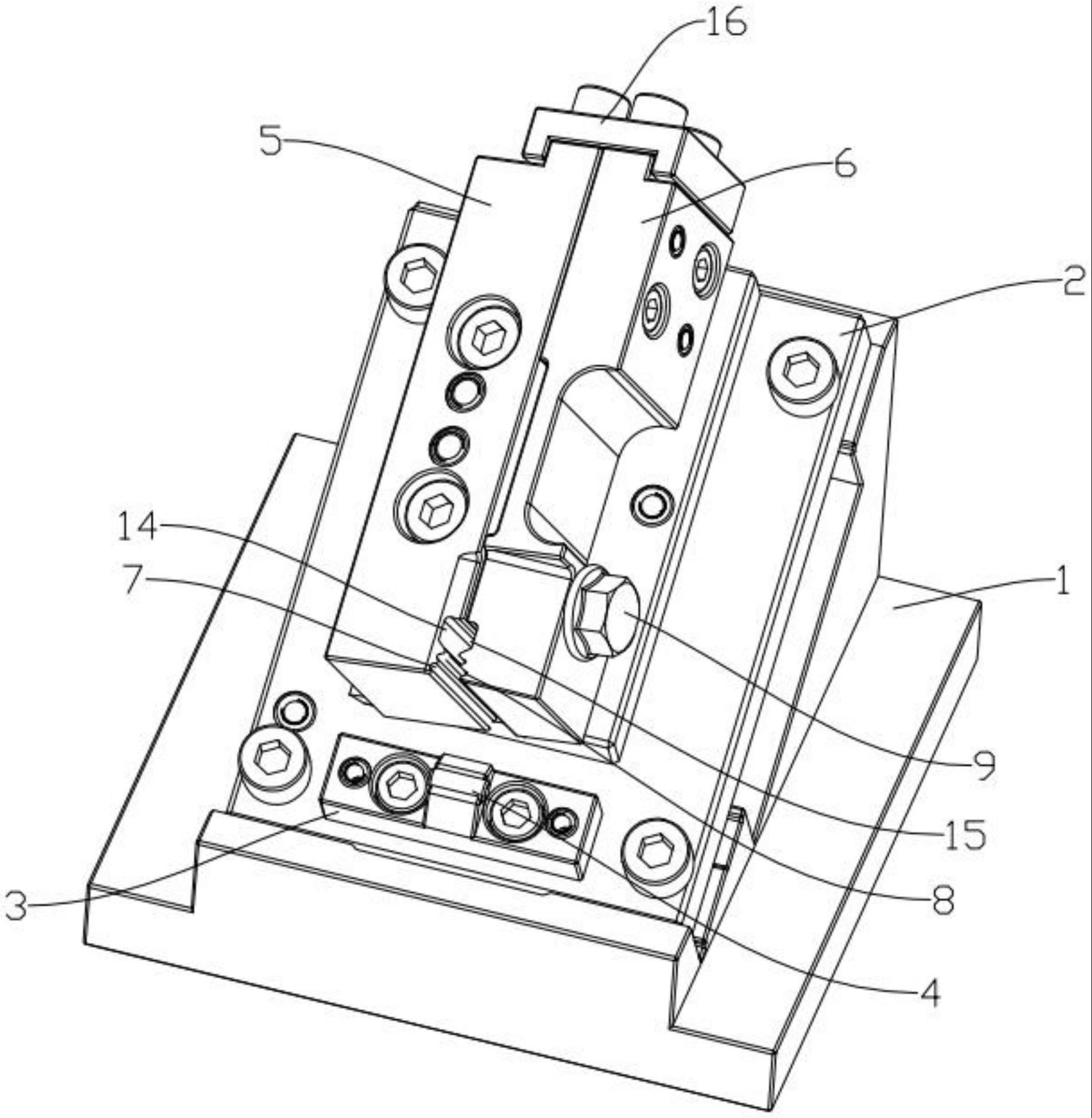
3、一种燃气轮机涡轮叶片磨削工装,包括底座,所述底座上通过连接件可拆卸的连接安装板,所述安装板上端面通过连接件可拆卸的连接固定夹块,安装板相对水平面倾斜设置,使得固定夹块一端倾斜朝上,一端倾斜朝下;所述固定夹块下端一侧设置第一榫齿夹槽,固定夹块上端一侧通过连接件可拆卸的连接活动夹块上端,活动夹块下端面向第一榫齿夹槽端面设置第二榫齿夹槽,第一榫齿夹槽和第二榫齿夹槽配合能够吻合夹持燃气轮机涡轮叶片的榫齿;所述活动夹块下端一侧设置调节螺栓,调节螺栓横向穿过活动夹块和固定夹块之间的间隙后通过螺纹连接在固定夹块上,旋拧调节螺栓能够调节活动夹块和固定夹块下端之间的间距大小。
4、进一步的,固定夹块下端一侧设置第一容纳槽,第一容纳槽位于第一榫齿夹槽上方位置,活动夹块下端面向第一容纳槽端面设置第二容纳槽,第二容纳槽位于第二榫齿夹槽上方位置,第一容纳槽和第二容纳槽配合能够容纳被装夹的涡轮叶片的榫齿底部。
5、进一步的,固定夹块中部面向活动夹块一侧端面设置第一变形槽,固定夹块中部背向活动夹块一侧端面设置第二变形槽。
6、进一步的,安装板上通过连接件可拆卸的连接定位柱安装板,定位柱安装板上设置定位柱安装槽,定位柱安装槽内设置定位柱,定位柱位于固定夹块和活动夹块下方位置,定位柱侧面能够接触涡轮叶片的缘板。
7、进一步的,固定夹块上端设置第一限位块,活动夹块上端设置第二限位块,第一限位块和第二限位块端部设置卡限位板,限位板将第一限位块和第二限位块压紧接触,第一限位块通过连接件可拆卸的连接在限位板上,第二限位块通过连接件可拆卸的连接在限位板上,限位板能够阻挡第一限位块和第二限位块相互脱开。
8、本实用新型的有益效果如下:
9、本实用新型结构紧凑、合理,操作方便,能够实现燃气轮机涡轮叶片缘板及榫齿的稳固装夹,保证涡轮叶片缘板及榫齿侧面磨削的加工质量;调节螺栓能够调节活动夹块和固定夹块下端之间的间距大小,从而调整榫齿部夹紧力的大小;第一容纳槽和第二容纳槽配合能够容纳被装夹的涡轮叶片的榫齿底部;第一变形槽和第二变形槽的设置使得活动夹块中部具有一定的变形量,使得活动夹块和固定夹块能够将涡轮叶片的榫齿部夹紧。
技术特征:
1.一种燃气轮机涡轮叶片磨削工装,包括底座(1),其特征在于:所述底座(1)上通过连接件可拆卸的连接安装板(2),所述安装板(2)上端面通过连接件可拆卸的连接固定夹块(5),安装板(2)相对水平面倾斜设置,使得固定夹块(5)一端倾斜朝上,一端倾斜朝下;所述固定夹块(5)下端一侧设置第一榫齿夹槽(7),固定夹块(5)上端一侧通过连接件可拆卸的连接活动夹块(6)上端,活动夹块(6)下端面向第一榫齿夹槽(7)端面设置第二榫齿夹槽(8),第一榫齿夹槽(7)和第二榫齿夹槽(8)配合能够吻合夹持燃气轮机涡轮叶片的榫齿;所述活动夹块(6)下端一侧设置调节螺栓(9),调节螺栓(9)横向穿过活动夹块(6)和固定夹块(5)之间的间隙后通过螺纹连接在固定夹块(5)上,旋拧调节螺栓(9)能够调节活动夹块(6)和固定夹块(5)下端之间的间距大小。
2.如权利要求1所述的一种燃气轮机涡轮叶片磨削工装,其特征在于:所述固定夹块(5)下端一侧设置第一容纳槽(14),第一容纳槽(14)位于第一榫齿夹槽(7)上方位置,活动夹块(6)下端面向第一容纳槽(14)端面设置第二容纳槽(15),第二容纳槽(15)位于第二榫齿夹槽(8)上方位置,第一容纳槽(14)和第二容纳槽(15)配合能够容纳被装夹的涡轮叶片的榫齿底部。
3.如权利要求1所述的一种燃气轮机涡轮叶片磨削工装,其特征在于:所述固定夹块(5)中部面向活动夹块(6)一侧端面设置第一变形槽(12),固定夹块(5)中部背向活动夹块(6)一侧端面设置第二变形槽(13)。
4.如权利要求1~3中任意一项所述的一种燃气轮机涡轮叶片磨削工装,其特征在于:所述安装板(2)上通过连接件可拆卸的连接定位柱安装板(3),定位柱安装板(3)上设置定位柱安装槽,定位柱安装槽内设置定位柱(4),定位柱(4)位于固定夹块(5)和活动夹块(6)下方位置,定位柱(4)侧面能够接触涡轮叶片的缘板。
5.如权利要求4所述的一种燃气轮机涡轮叶片磨削工装,其特征在于:所述固定夹块(5)上端设置第一限位块(10),活动夹块(6)上端设置第二限位块(11),第一限位块(10)和第二限位块(11)端部设置卡限位板(16),限位板(16)将第一限位块(10)和第二限位块(11)压紧接触,第一限位块(10)通过连接件可拆卸的连接在限位板(16)上,第二限位块(11)通过连接件可拆卸的连接在限位板(16)上,限位板(16)能够阻挡第一限位块(10)和第二限位块(11)相互脱开。
技术总结
本技术涉及涡轮叶片加工技术领域,尤其是一种燃气轮机涡轮叶片磨削工装。其包括底座,所述底座上通过连接件可拆卸的连接安装板,所述安装板上端面通过连接件可拆卸的连接固定夹块,安装板相对水平面倾斜设置,使得固定夹块一端倾斜朝上,一端倾斜朝下;所述固定夹块下端一侧设置第一榫齿夹槽,固定夹块上端一侧通过连接件可拆卸的连接活动夹块上端,活动夹块下端面向第一榫齿夹槽端面设置第二榫齿夹槽,第一榫齿夹槽和第二榫齿夹槽配合能够吻合夹持燃气轮机涡轮叶片的榫齿。本技术能够实现燃气轮机涡轮叶片缘板及榫齿的稳固装夹,保证涡轮叶片缘板及榫齿侧面磨削的加工质量。
技术研发人员:郑剑林,林荣强,程星宇,冯泽林,钱原吉,靳浩天
受保护的技术使用者:江苏源清动力技术有限公司
技术研发日:20230327
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!