一种3D打印清砂砂芯结构的制作方法
本技术涉及3d打印砂型铸造领域,尤其涉及一种3d打印清砂砂芯结构。
背景技术:
1、随着3d打印技术的推广与应用,目前使用3d打印砂芯进行铸造生产的方法已经在行业内逐渐流行。由于3d技术可实现各种复杂结构砂芯的高精度打印,无需考虑传统工艺的起模和撤料问题,故该工艺方法适合于各种复杂结构铸件的生产。在工艺设计时,为提高生产效率与铸件尺寸精度,需要在满足自身强度前提下尽量减少工艺分芯数量。砂芯在打印完成后,使用压缩空气将内部未经打印硬化的多余干砂全部吹出,保证砂芯所有结构尺寸轮廓清晰,然后对砂芯进行流涂烘干、组装和浇铸,最终得到所需铸件。
2、由于干砂具备一定的附着力,砂芯内部总有一些角落不容易清除,传统的清砂选择在型面上分型(将砂芯从中间分开,分为上下两个件),导致铸件在浇铸成品时内部型面有劈缝,难以处理,质量无法保证。
技术实现思路
1、本申请实施例通过提供一种3d打印清砂砂芯结构,解决了现有技术中通过改变砂芯结构,便于对砂芯内部进行清砂。
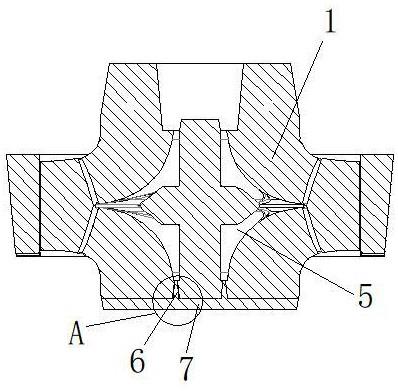
2、本申请实施例提供了一种3d打印清砂砂芯结构,包括,砂芯,所述的砂芯内部设置有型腔,所述的砂芯底部设置有清砂孔,顶部设置有浇铸口,所述的浇铸口和清砂孔连通型腔,所述的清砂孔处设置有堵头,所述的堵头设置在固定板上,所述的固定板与堵头为一体化设置,所述的堵头与清砂孔相互配合。
3、所述的清砂孔的截面呈喇叭状,向外侧倾斜5°,所述的清砂孔整体呈弧形,清砂孔的数量为2个且呈对称设置。
4、所述的砂芯上设置有固定槽,所述的固定槽与固定板之间互相配合,所述的堵头伸入清砂孔内,堵头不进入型腔,所述的堵头与清砂孔之间以及固定板与固定槽之间的接触面留有0.3mm的间隙,所述的堵头与砂芯和清砂孔之间设置有胶泥。
5、所述的固定板表面设置有网格状的加强筋,所述的固定板的两端设置有环状的把手,所述的把手与固定板为一体化设置。
6、所述的砂芯左侧设置有卡槽,右侧设置有限位槽,所述的卡槽和限位槽与模具相配合限位固定。
7、本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:采用了一体的砂芯结构,解决了因型面分型造成的劈缝;设置有清砂孔,清砂孔上设置堵头,通过在砂芯的底部设置清砂孔,便于高压气流对砂芯内部进行吹砂,干砂能够从清砂孔内吹出,清砂孔通过堵头的作用,不会对铸件的浇铸造成影响。
技术特征:
1.一种3d打印清砂砂芯结构,包括,砂芯,其特征在于,所述的砂芯内部设置有型腔,所述的砂芯底部设置有清砂孔,顶部设置有浇铸口,所述的浇铸口和清砂孔连通型腔,所述的清砂孔处设置有堵头,所述的堵头设置在固定板上,所述的固定板与堵头为一体化设置,所述的堵头与清砂孔相互配合。
2.如权利要求1所述的一种3d打印清砂砂芯结构,其特征在于,所述的清砂孔的截面呈喇叭状,向外侧倾斜5°,所述的清砂孔整体呈弧形,清砂孔的数量为2个且呈对称设置。
3.如权利要求2所述的一种3d打印清砂砂芯结构,其特征在于,所述的砂芯上设置有固定槽,所述的固定槽与固定板之间互相配合,所述的堵头伸入清砂孔内,堵头不进入型腔,所述的堵头与清砂孔之间以及固定板与固定槽之间的接触面留有0.3mm的间隙,所述的堵头与砂芯和清砂孔之间设置有胶泥。
4.如权利要求1所述的一种3d打印清砂砂芯结构,其特征在于,所述的固定板表面设置有网格状的加强筋,所述的固定板的两端设置有环状的把手,所述的把手与固定板为一体化设置。
5.如权利要求4所述的一种3d打印清砂砂芯结构,其特征在于,所述的砂芯左侧设置有卡槽,右侧设置有限位槽,所述的卡槽和限位槽与模具相配合限位固定。
技术总结
本技术公开了一种3D打印清砂砂芯结构,包括,砂芯,所述的砂芯内部设置有型腔,所述的砂芯底部设置有清砂孔,顶部设置有浇铸口,所述的浇铸口和清砂孔连通型腔,所述的清砂孔处设置有堵头,所述的堵头设置在固定板上,所述的固定板与堵头为一体化设置,所述的堵头与清砂孔相互配合。本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:采用了一体的砂芯结构,解决了因型面分型造成的劈缝;设置有清砂孔,清砂孔上设置堵头,通过在砂芯的底部设置清砂孔,便于高压气流对砂芯内部进行吹砂,干砂能够从清砂孔内吹出,清砂孔通过堵头的作用,不会对铸件的浇铸造成影响。
技术研发人员:戴成杰,韩炜,张常飞,周敏
受保护的技术使用者:爱司达智能制造(江苏)有限公司
技术研发日:20230328
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!