一种铸造模具的风冷流量指示结构的制作方法
本技术涉及模具冷却,尤其是一种铸造模具的风冷流量指示结构。
背景技术:
1、铸造工艺方案设计时会充分考虑铸件的结构,部分铸件存在厚大区域,此区域冷却比较缓慢容易出现缩松现象,导致铸件报废。为解决这一问题,产品开发人员常常会使用吹风加速冷却的方式来加快厚大区域的冷却速度,防止铸件缩松、缩孔报废。
2、目前常规的风冷结构,是在模具对应铸件厚大区域设置风冷管道,风冷管道直接连接设备使用,根据铸件实际冷却效果确认好风冷的气流量及吹风时间。但是由于不同铸造设备上提供的冷风气流量一致性存在明显差异,因此每次更换设备生产时,风冷工艺都不稳定,会影响铸件产品质量的稳定性,甚至造成报废率突然升高。
技术实现思路
1、本申请针对上述现有生产技术中的缺点,提供一种铸造模具的风冷流量指示结构,能够实时指示铸造模具中的风冷流量,根据指示的风冷流量数值调节冷风供应设备的气流量,确保不同铸造设备上的铸件的风冷效果保持一致,提高铸件质量的稳定性。
2、本实用新型所采用的技术方案如下:
3、一种铸造模具的风冷流量调节机构,包括安装框架,所述安装框架内竖直固定安装板,所述安装板上并排固定若干个气流量表,若干个气流量表的进风端各连接一个进风管,若干个气流量表的出风端各连接一个出风管;所述气流量表内设置气流腔,气流腔的横截面积从下往上由小变大,气流腔下部和气流量表进风口连通,气流腔上部和气流量表出风口连通,气流腔内设置浮子,气流量表一侧表面沿高度方向设置气流量数值刻度,透过气流量数值刻度能够观察到气流腔内的浮子。
4、进一步的,进风管一端伸出安装框架并连接进风接头,进风接头连接外部冷却风,进风管另一端连接气流量表进风口。
5、进一步的,出风管一端连接气流量表出风口,出风管另一端能够伸入铸造模具中。
6、进一步的,安装框架一侧设置安装端面,安装端面通过连接件可拆卸的连接隔热板。
7、进一步的,气流量表顶端设置开口,开口与气流腔连通,开口上设置堵头进行封堵。
8、本实用新型的有益效果如下:
9、本实用新型结构紧凑、合理,操作方便,能够实时指示铸造模具中的风冷流量,根据指示的风冷流量数值调节冷风供应设备的气流量,确保不同铸造设备上的铸件的风冷效果保持一致,提高铸件质量的稳定性。
技术特征:
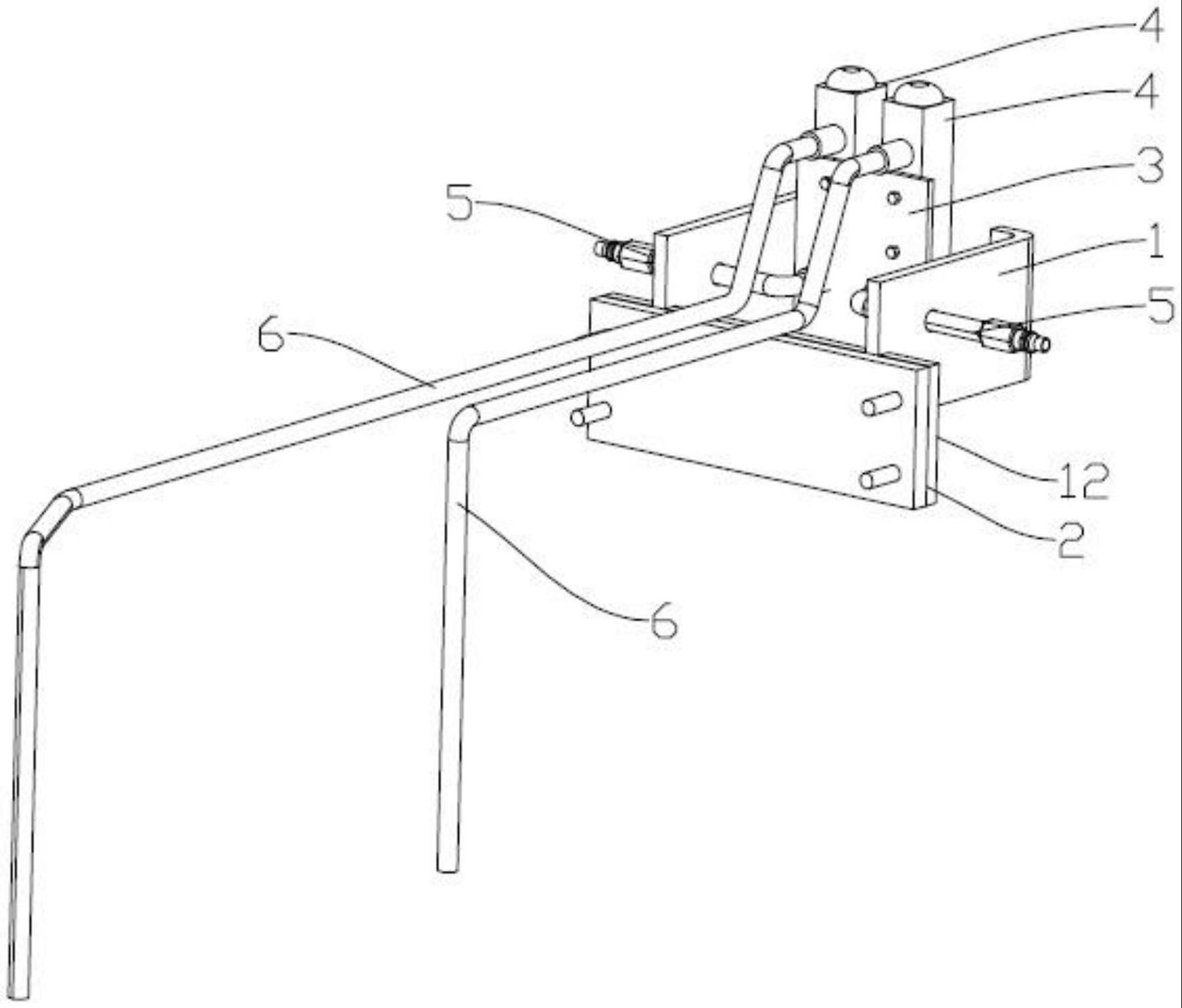
1.一种铸造模具的风冷流量指示结构,包括安装框架(1),其特征在于:所述安装框架(1)内竖直固定安装板(3),所述安装板(3)上并排固定若干个气流量表(4),若干个气流量表(4)的进风端各连接一个进风管(5),若干个气流量表(4)的出风端各连接一个出风管(6);所述气流量表(4)内设置气流腔(10),气流腔(10)的横截面积从下往上由小变大,气流腔(10)下部和气流量表(4)进风口连通,气流腔(10)上部和气流量表(4)出风口连通,气流腔(10)内设置浮子(11),气流量表(4)一侧表面沿高度方向设置气流量数值刻度(13),透过气流量数值刻度(13)能够观察到气流腔(10)内的浮子(11)。
2.如权利要求1所述的一种铸造模具的风冷流量指示结构,其特征在于:所述进风管(5)一端伸出安装框架(1)并连接进风接头(7),进风接头(7)连接外部冷却风,进风管(5)另一端连接气流量表(4)进风口。
3.如权利要求2所述的一种铸造模具的风冷流量指示结构,其特征在于:所述出风管(6)一端连接气流量表(4)出风口,出风管(6)另一端能够伸入铸造模具中。
4.如权利要求3所述的一种铸造模具的风冷流量指示结构,其特征在于:所述安装框架(1)一侧设置安装端面(12),安装端面(12)通过连接件可拆卸的连接隔热板(2)。
5.如权利要求4所述的一种铸造模具的风冷流量指示结构,其特征在于:所述气流量表(4)顶端设置开口,开口与气流腔(10)连通,开口上设置堵头(9)进行封堵。
技术总结
本技术涉及模具冷却技术领域,尤其是一种铸造模具的风冷流量指示结构。其包括安装框架,所述安装框架内竖直固定安装板,所述安装板上并排固定若干个气流量表,气流量表内设置气流腔,气流腔的横截面积从下往上由小变大,气流腔下部和气流量表进风口连通,气流腔上部和气流量表出风口连通,气流腔内设置浮子,气流量表一侧表面沿高度方向设置气流量数值刻度,透过气流量数值刻度能够观察到气流腔内的浮子。本技术能够实时指示铸造模具中的风冷流量,根据指示的风冷流量数值调节冷风供应设备的气流量,确保不同铸造设备上的铸件的风冷效果保持一致,提高铸件质量的稳定性。
技术研发人员:邢章杰
受保护的技术使用者:无锡锡南科技股份有限公司
技术研发日:20230331
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!