用于圆柱磁芯磨削的自动夹持装置的制作方法
本技术属于金属磁粉芯,具体涉及一种用于圆柱磁芯磨削的自动夹持装置。
背景技术:
1、随着光伏和新能源行业的蓬勃发展,金属软磁圆柱粉芯的需求量飞速提升,在功率矫正矫正电感(pfc),以及光伏逆变器上有广泛应用。尤其是拼接产品,上下磁轭为跑道形状,磁柱为圆柱形。
2、为保证产品性能的稳定性,要求对磁柱的端面进行磨削加工,以保证相同立柱的高度尺寸的一致性,为此制作一种工装夹具,用来夹紧磁柱,再将工装夹具连同产品一起吸电磁吸盘上,然后进行磨削加工,达到所需产品的尺寸。传统的工装夹具比较为单独固定,而后发展成单个夹具孔固定一个产品,产品放置到夹具里,需要人工摆放,效率低。因此有必要提出一种用于圆柱磁芯磨削的自动夹持装置。
技术实现思路
1、针对现有技术存在的问题,本实用新型提供一种用于圆柱磁芯磨削的自动夹持装置,夹持组件通过驱动组件快速夹紧圆柱磁芯,且夹持组件的第二连杆通过锁紧组件锁紧固定,夹持组件能根据圆柱磁芯的直径调整夹持组件中各连杆围成的形状及大小,伸缩管间设有压缩弹簧,能满足不同圆柱磁芯磨削需求。
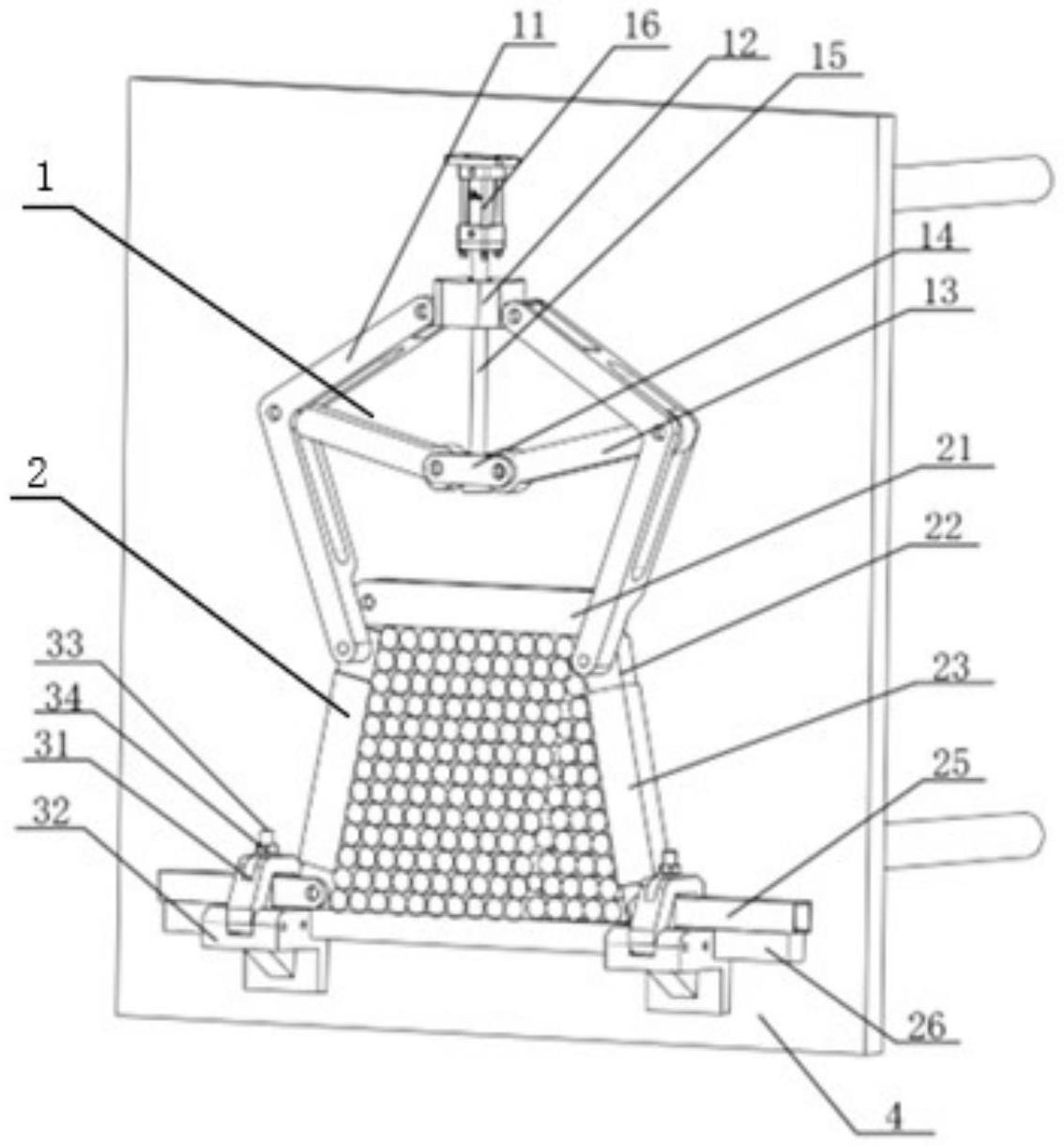
2、本实用新型提供一种用于圆柱磁芯磨削的自动夹持装置,其包括驱动组件、夹持组件、锁紧组件和磁吸板,所述驱动组件的驱动件与所述夹持组件的第一伸缩管转动连接,所述夹持组件的第二连杆通过所述锁紧组件固定在所述磁吸板上,所述驱动组件,其包括驱动件、耳座、回转连杆、转动铰口、往复杆和驱动电缸,所述驱动件对称设置在所述耳座的两侧,所述耳座的两侧分别与所述驱动件的第一端转动连接,所述耳座固定在所述磁吸板上,所述驱动件的第二端与所述回转连杆的第一端转动连接,所述转动铰口位于所述耳座的正下方,所述转动铰口的两侧分别与所述回转连杆的第二端转动连接,所述往复杆穿设在所述耳座中且两者之间滑动连接,且所述往复杆的第一端抵接在所述转动铰口上,所述往复杆的第二端与所述驱动电缸的输出端连接;所述夹持组件,其包括第一连杆、第一伸缩管、第二伸缩管、压缩弹簧、第二连杆和固定杆,所述第一伸缩管的第一端之间通过所述第一连杆转动连接,所述第一伸缩管的第二端通过压缩弹簧穿插于所述第二伸缩管的第一端中,且所述第一伸缩管与所述第二伸缩管滑动连接,所述第二伸缩管的第二端与所述第二连杆转动连接,所述固定杆固定在所述磁吸板上,所述第一连杆、第二连杆和固定杆平行布置;所述锁紧组件,其包括锁紧件、卡座、锁紧螺栓和锁紧螺母,所述锁紧件的第一端与所述卡座转动连接,所述卡座固定在所述磁吸板上,所述锁紧螺栓的第一端与所述卡座中部转动连接,所述锁紧螺栓穿过所述锁紧件上的槽口,且通过锁紧螺母与所述锁紧件卡接,调整所述锁紧螺母在所述锁紧螺栓上的位置,实现所述锁紧件与所述第二连杆快速锁合。
3、进一步地,所述驱动件的中部开设有凹槽,避免所述回转连杆运动时与所述驱动件干涉。
4、进一步地,所述锁紧组件对称设置在所述夹持组件的两侧,实现所述第二连杆双向锁紧。
5、优选地,所述驱动组件和夹持组件均为对称结构,整体呈所述往复杆轴线对称。
6、优选地,所述转动铰口的中部开设通孔,该通孔直径略大于所述往复杆直径且小于往复杆尾座直径。
7、本实用新型与现有技术相比,具有如下优点:
8、(1)本实用新型用于圆柱磁芯磨削的自动夹持装置,夹持组件通过驱动组件快速夹紧圆柱磁芯,且夹持组件的第二连杆通过锁紧组件锁紧固定,夹持组件能根据圆柱磁芯的直径调整夹持组件中各连杆围成的形状及大小,伸缩管间设有弹簧,满足不同圆柱磁芯磨削需求。
9、(2)本实用新型用于圆柱磁芯磨削的自动夹持装置,采用电缸驱动各连杆运动,使连杆围成的四边形自动夹紧圆柱磁芯,使圆柱磁芯在挤压力的作用下快速排列整齐,且夹持组件和锁紧组件能自适应不同规格圆柱磁芯。
技术特征:
1.一种用于圆柱磁芯磨削的自动夹持装置,其特征在于,其包括驱动组件、夹持组件、锁紧组件和磁吸板,所述驱动组件的驱动件与所述夹持组件的第一伸缩管转动连接,所述夹持组件的第二连杆通过所述锁紧组件固定在所述磁吸板上,
2.根据权利要求1所述的用于圆柱磁芯磨削的自动夹持装置,其特征在于,所述驱动件的中部开设有凹槽,避免所述回转连杆运动时与所述驱动件干涉。
3.根据权利要求1所述的用于圆柱磁芯磨削的自动夹持装置,其特征在于,所述锁紧组件对称设置在所述夹持组件的两侧,实现所述第二连杆双向锁紧。
4.根据权利要求1所述的用于圆柱磁芯磨削的自动夹持装置,其特征在于,所述驱动组件和夹持组件均为对称结构,整体呈所述往复杆轴线对称。
5.根据权利要求1所述的用于圆柱磁芯磨削的自动夹持装置,其特征在于,所述转动铰口的中部开设通孔,该通孔直径略大于所述往复杆直径且小于往复杆尾座直径。
技术总结
本技术提供一种用于圆柱磁芯磨削的自动夹持装置,其包括驱动组件、夹持组件、锁紧组件和磁吸板,驱动组件的驱动件与夹持组件的第一伸缩管转动连接,夹持组件的第二连杆通过锁紧组件固定在磁吸板上,夹持组件包括第一连杆、第一伸缩管、第二伸缩管、压缩弹簧、第二连杆和固定杆,对称布置的第一伸缩管之间通过第一连杆转动连接,第一伸缩管的第二端通过压缩弹簧穿设于第二伸缩管的第一端中,本技术的夹持组件通过驱动组件快速夹紧圆柱磁芯,且夹持组件的第二连杆通过锁紧组件锁紧固定,夹持组件能根据圆柱磁芯的直径调整夹持组件中各连杆围成的形状及大小,伸缩管间设有弹簧,能满足不同圆柱磁芯磨削需求。
技术研发人员:王凯,张仁军,王蒙,司明铎,杨远军
受保护的技术使用者:山东汇嘉磁电科技有限公司
技术研发日:20230331
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!