一种厚板淬火机辊列辊隙测量调整工装的制作方法
本技术涉及淬火机领域,尤其涉及一种厚板淬火机辊列辊隙测量调整工装。
背景技术:
1、钢板淬火是调整材料组织性能的关键工艺,对控制宽厚板高强钢、耐磨钢、油罐钢等钢种的性能和板形至关重要,辊压式淬火机是现代化宽厚板热处理线的关键设备。淬火机钢结构是由2部分预制的钢结构框架组成,安装在钢板传输线的上方和下方,下框架固定在地面上,上框架保持在垂直导向轨内,借助装在液压缸上的电—机心轴驱动可以使上框架升、降、驱动电机是带机械连接的三相齿轮电机。
2、现有的厚板淬火机辊列辊隙测量调整工装,通常体积较大,而上下辊列之间的距离小,对上下辊列之间的距离测量调整难度大,整个操作较为困难,实用性较差,因此,有必要提供一种厚板淬火机辊列辊隙测量调整工装解决上述技术问题。
技术实现思路
1、本实用新型提供一种厚板淬火机辊列辊隙测量调整工装,解决了通常体积较大,而上下辊列之间的距离小,对上下辊列之间的距离测量调整难度大,整个操作较为困难,实用性较差的问题。
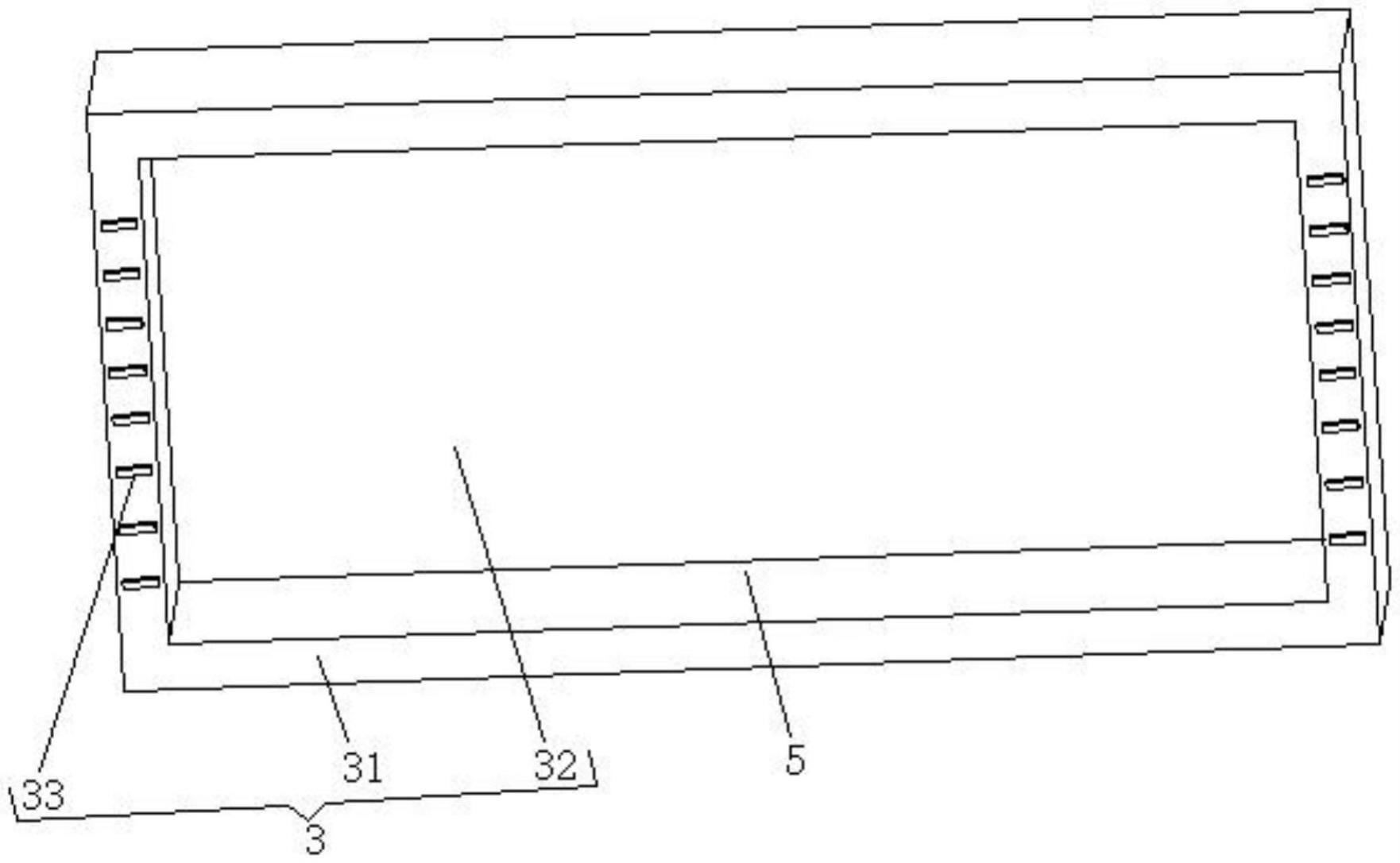
2、为解决上述技术问题,本实用新型提供的一种厚板淬火机辊列辊隙测量调整工装,包括淬火机上辊列、淬火机下辊列以及辊隙测量调整框架组件,所述辊隙测量调整框架组件的顶部设置有耐磨调节标准垫块,所述耐磨调节标准垫块的顶部与淬火机上辊列的底部相接触,所述辊隙测量调整框架组件的内部设置有水准气泡仪,所述辊隙测量调整框架组件包括辊隙测量调整框板本体,所述辊隙测量调整框板本体的内部中间开设有连通贯穿槽。
3、优选的,所述淬火机下辊列位于淬火机上辊列的下方,所述辊隙测量调整框架组件位于淬火机上辊列的底部左侧与淬火机下辊列的顶部左侧之间。
4、优选的,所述辊隙测量调整框板本体前后端的左右两侧从上到下均匀固定设置有若干手持防滑凸出长条。
5、优选的,所述水准气泡仪的底部固定连接在连通贯穿槽的底部中间。
6、优选的,所述耐磨调节标准垫块的底部与辊隙测量调整框板本体的顶壁相接触。
7、优选的,所述耐磨调节标准垫块的厚度具有不同的规格。
8、与相关技术相比较,本实用新型提供的厚板淬火机辊列辊隙测量调整工装具有如下有益效果:
9、本实用新型提供一种厚板淬火机辊列辊隙测量调整工装,通过辊隙测量调整框板本体、连通贯穿槽、耐磨调节标准垫块以及水准气泡仪之间的相互配合,能将辊隙测量调整框板本体放置在淬火机上辊列与淬火机下辊列之间,通过向辊隙测量调整框板本体上部放置不同厚度的耐磨调节标准垫块,过程中观察水准气泡仪,调整使得该装置处于水平状态,能够配合检修工人准确、快速完成淬火机的测量调整工作,结构简单但是功能性强大。
技术特征:
1.一种厚板淬火机辊列辊隙测量调整工装,包括淬火机上辊列(1)、淬火机下辊列(2)以及辊隙测量调整框架组件(3),其特征在于,所述辊隙测量调整框架组件(3)的顶部设置有耐磨调节标准垫块(4),所述耐磨调节标准垫块(4)的顶部与淬火机上辊列(1)的底部相接触,所述辊隙测量调整框架组件(3)的内部设置有水准气泡仪(5),所述辊隙测量调整框架组件(3)包括辊隙测量调整框板本体(31),所述辊隙测量调整框板本体(31)的内部中间开设有连通贯穿槽(32)。
2.根据权利要求1所述的厚板淬火机辊列辊隙测量调整工装,其特征在于,所述淬火机下辊列(2)位于淬火机上辊列(1)的下方,所述辊隙测量调整框架组件(3)位于淬火机上辊列(1)的底部左侧与淬火机下辊列(2)的顶部左侧之间。
3.根据权利要求1所述的厚板淬火机辊列辊隙测量调整工装,其特征在于,所述辊隙测量调整框板本体(31)前后端的左右两侧从上到下均匀固定设置有若干手持防滑凸出长条(33)。
4.根据权利要求1所述的厚板淬火机辊列辊隙测量调整工装,其特征在于,所述水准气泡仪(5)的底部固定连接在连通贯穿槽(32)的底部中间。
5.根据权利要求1所述的厚板淬火机辊列辊隙测量调整工装,其特征在于,所述耐磨调节标准垫块(4)的底部与辊隙测量调整框板本体(31)的顶壁相接触。
6.根据权利要求1所述的厚板淬火机辊列辊隙测量调整工装,其特征在于,所述耐磨调节标准垫块(4)的厚度具有不同的规格。
技术总结
本技术提供一种厚板淬火机辊列辊隙测量调整工装,所述耐磨调节标准垫块的顶部与淬火机上辊列的底部相接触,所述辊隙测量调整框架组件的内部设置有水准气泡仪,所述辊隙测量调整框架组件包括辊隙测量调整框板本体。本技术提供的厚板淬火机辊列辊隙测量调整工装通过辊隙测量调整框板本体、连通贯穿槽、耐磨调节标准垫块以及水准气泡仪的配合,能将辊隙测量调整框板本体放置在淬火机上辊列与淬火机下辊列之间,通过向辊隙测量调整框板本体上部放置不同厚度的耐磨调节标准垫块,过程中观察水准气泡仪,调整使得该装置处于水平状态,能够配合检修工人准确、快速完成淬火机的测量调整工作,结构简单但是功能性强大。
技术研发人员:苏保全
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:20230410
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!