一种降低连铸坯头尾温差的气体冷却装置
本技术属于连铸温度控制领域,具体涉及一种降低连铸坯头尾温差的气体冷却装置。
背景技术:
1、连铸坯直轧是指连铸坯经液压剪切割后不经过加热炉加热,直接送到轧机进行轧制的工艺技术。该技术具有生产成本低、能耗低、温室气体排放少的优点。但是由于铸坯的形成是一个缓慢、连续的过程,对于一个切割后的定尺长度的铸坯,其头部形成时间早于尾部,待铸坯尾部形成并切割时,头部铸坯已经在空气中空冷了一定时间,这就导致头部铸坯比尾部铸坯多了一个空冷阶段,导致定尺铸坯的头部温度低于尾部。
2、一般定尺12m长的连铸坯,定尺切割时头尾温差有80℃~110℃。以螺纹钢筋生产为例,当连铸坯的头尾温度差大于80℃时,其力学性能的波动范围为100mpa,而传统加热炉生产的钢筋力学性能波动范围小于30mpa,因此,直轧连铸坯轧制前的头尾温差严重影响了钢材产品组织和性能的稳定性,降低了产品质量。
3、现有技术主要通过调整保温罩长度或者改变铸坯的拉动速度,控制铸坯在保温罩内的停留时间及头尾时间间隔,从而实现整根连铸坯不同部位的温度均匀控制。但上述方式增加了设备投资及运维难度,另外,改变铸坯的拉动速度需要对铸坯输送速度进行分段控制,影响了铸坯的输送速度,不利于提高生产效率。
技术实现思路
1、本实用新型的目的在于克服上述不足,提供一种降低连铸坯头尾温差的气体冷却装置,该装置通过控制冷却气体的流量和喷气时间,进而降低铸坯头尾温差,保证铸坯的输送速度不受影响,提高了生产效率。
2、为了达到上述目的,本实用新型采用的技术方案如下:
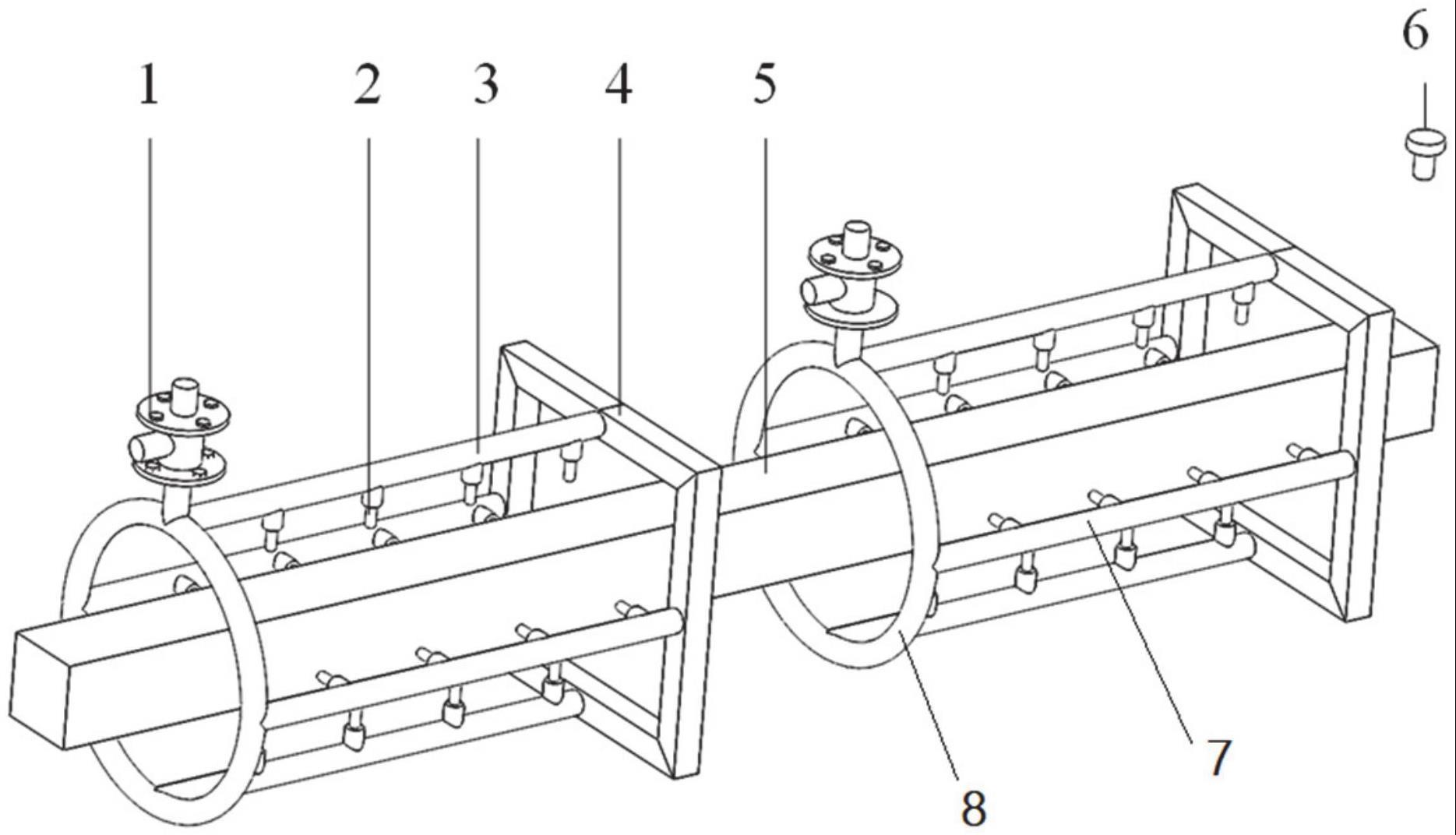
3、一种降低连铸坯头尾温差的气体冷却装置,包括红外传感器和若干同轴设置的气体流通管架,红外传感器设置在若干气体流通管架轴向一侧,气体流通管架内侧设置有若干气体喷嘴,气体流通管架的进气管上设置有流量调节阀。
4、气体流通管架固定设置在固定机架上。
5、固定机架为矩形框结构,固定机架与气体流通管架同轴设置。
6、气体流通管架包括环状气体流通管和四根直线气体流通管道,直线气体流通管道等间距固定设置在环状气体流通管上。
7、环状气体流通管为圆环结构。
8、环状气体流通管上设置有流量调节阀。
9、直线气体流通管道与固定机架固定连接。
10、直线气体流通管道固定设置在固定机架的矩形边的中点上。
11、直线气体流通管道关于气体流通管架轴心平行设置。
12、直线气体流通管道上设置有若干气体喷嘴,气体喷嘴之间的间距相等。
13、与现有技术相比,本实用新型所具有的有益效果如下:
14、本实用新型包括红外传感器和若干同轴设置的气体流通管架,红外传感器设置在若干气体流通管架轴向一侧,红外传感器用于监测连铸坯的位置,判断连铸坯的坯头伸出切割点的距离,为流量调节阀的开启与关闭提供依据。气体流通管架内侧设置有若干气体喷嘴,用于对气体流通管架内部的连铸坯喷出冷却气体。气体流通管架的进气管上设置有流量调节阀,流量调节阀用于开启或关闭气体流通管架的气体通道。通过红外传感器配合流量调节阀控制气体流通管架内的冷却气体的流量和压力,进而降低铸坯头尾温差,提高产品质量,并且不影响铸坯输送速度,提高了生产效率。
15、进一步的,气体流通管架固定设置在固定机架,保证了装置的稳定性。
16、进一步的,气体流通管架包括环状气体流通管和四根直线气体流通管道,直线气体流通管道等间距固定设置在环状气体流通管上。四根直线气体流通管道设置在同一个环状气体流通管上,有利于保证四根直线气体流通管道内的气体压力和流量大小一致,进而保证连铸坯冷却的均匀性,提高产品质量。
技术特征:
1.一种降低连铸坯头尾温差的气体冷却装置,其特征在于,包括红外传感器(6)和若干同轴设置的气体流通管架(7),红外传感器(6)设置在若干气体流通管架(7)轴向一侧,气体流通管架(7)内侧设置有若干气体喷嘴(2),气体流通管架(7)的进气管上设置有流量调节阀(1)。
2.如权利要求1所述的一种降低连铸坯头尾温差的气体冷却装置,其特征在于,所述气体流通管架(7)固定设置在固定机架(4)上。
3.如权利要求2所述的一种降低连铸坯头尾温差的气体冷却装置,其特征在于,所述固定机架(4)为矩形框结构,固定机架(4)与气体流通管架(7)同轴设置。
4.如权利要求3所述的一种降低连铸坯头尾温差的气体冷却装置,其特征在于,所述气体流通管架(7)包括环状气体流通管(8)和四根直线气体流通管道(3),直线气体流通管道(3)等间距固定设置在环状气体流通管(8)上。
5.如权利要求4所述的一种降低连铸坯头尾温差的气体冷却装置,其特征在于,所述环状气体流通管(8)为圆环结构。
6.如权利要求5所述的一种降低连铸坯头尾温差的气体冷却装置,其特征在于,所述环状气体流通管(8)上设置有流量调节阀(1)。
7.如权利要求4所述的一种降低连铸坯头尾温差的气体冷却装置,其特征在于,所述直线气体流通管道(3)与固定机架(4)固定连接。
8.如权利要求7所述的一种降低连铸坯头尾温差的气体冷却装置,其特征在于,所述直线气体流通管道(3)固定设置在固定机架(4)的矩形边的中点上。
9.如权利要求8所述的一种降低连铸坯头尾温差的气体冷却装置,其特征在于,所述直线气体流通管道(3)关于气体流通管架(7)轴心平行设置。
10.如权利要求9所述的一种降低连铸坯头尾温差的气体冷却装置,其特征在于,所述直线气体流通管道(3)上设置有若干气体喷嘴(2),气体喷嘴(2)之间的间距相等。
技术总结
本技术属于连铸温度控制领域,具体涉及一种降低连铸坯头尾温差的气体冷却装置。本技术包括红外传感器和若干同轴设置的气体流通管架,红外传感器设置在若干气体流通管架轴向一侧,红外传感器用于监测连铸坯的位置,判断连铸坯的坯头伸出切割点的距离,为流量调节阀的开启与关闭提供依据。气体流通管架内侧设置有若干气体喷嘴,用于对气体流通管架内部的连铸坯喷出冷却气体。气体流通管架的进气管上设置有流量调节阀,流量调节阀用于开启或关闭气体流通管架的气体通道。通过红外传感器配合流量调节阀控制气体流通管架内的冷却气体的流量和压力,进而降低铸坯头尾温差,提高产品质量,并且不影响铸坯输送速度,保证了生产效率。
技术研发人员:张朝晖,方明,习晓峰,许宏安,郭红民,吕明,王贺龙,薛魁,贺睿哲
受保护的技术使用者:西安建筑科技大学
技术研发日:20230418
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!