铝合金壳体螺纹孔高致密性挤压压铸成型模具的制作方法
本技术属于模具,涉及一种铝合金壳体螺纹孔高致密性挤压压铸成型模具。
背景技术:
1、压铸模具是铸造液态模锻的一种方法,一种在专用的压铸模锻机上完成的工艺。它的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。
2、铝合金壳体螺纹孔高致密性挤压压铸成型模具在使用时,压铸凸模在长期使用后容易产生变形,变形会导致压铸成型模具的精度降低,所以需要定期的对压铸凸模进行检测,现有的检测方式是通过外置的检测工具对压铸凸模的外形进行检测,这种检测方式的检测便利性较差,导致压铸成型模具的压铸凸模检修的效率较低。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种铝合金壳体螺纹孔高致密性挤压压铸成型模具。
2、为达到上述目的,本实用新型采用了下列技术方案:
3、一种铝合金壳体螺纹孔高致密性挤压压铸成型模具,包括下模座和上模座,所述下模座上表面的四角处均固定连接有导柱,所述上模座的四角处均固定连接有导套,所述导柱活动插接于导套内,所述下模座上侧的侧壁固定连接有下模板,所述上模座下侧的侧壁固定连接有上模板,所述上模板上固定连接有压铸凸模,所述下模板上开设有凹槽,且凹槽内安装有压铸凹模,所述上模板上固定连接有两个检测机构;
4、所述检测机构包括固定连接于上模板竖直侧壁上的安装杆,所述安装杆的杆壁活动套设有l型安装板,所述l型安装板的下侧固定连接有竖杆,所述竖杆的杆壁开设有滑动孔,所述滑动孔内活动套接有滑动杆,所述滑动杆的两端均伸出滑动孔,所述滑动杆靠近压铸凸模的一端固定连接有第一贴紧板,所述第一贴紧板与竖杆之间固定连接有第一弹簧,所述第一弹簧活动套设于滑动杆外,所述竖杆的杆壁活动套设有第二贴紧板,所述竖杆的下端固定连接有限位板,所述限位板与第二贴紧板之间固定连接有第二弹簧,所述第二弹簧活动套设于竖杆外,所述竖杆与滑动杆的杆壁均开设有刻度线。
5、在上述的铝合金壳体螺纹孔高致密性挤压压铸成型模具中,所述上模座上侧的侧壁通过多个螺栓固定连接有连接板,所述连接板上侧的侧壁固定连接有连接杆,所述连接杆的杆壁开设有两个销孔。
6、在上述的铝合金壳体螺纹孔高致密性挤压压铸成型模具中,所述l型安装板的竖直侧壁开设有插孔,所述安装杆通过插孔贯穿l型安装板,所述插孔的孔壁对称固定连接有两个限位滑块,所述安装杆的杆壁对称开设有两个与限位滑块相匹配的限位滑槽。
7、在上述的铝合金壳体螺纹孔高致密性挤压压铸成型模具中,所述安装杆远离上模板的一端固定连接有螺柱,所述螺柱外活动套设有防脱板,所述螺柱外螺纹套设有锁紧螺母。
8、在上述的铝合金壳体螺纹孔高致密性挤压压铸成型模具中,所述竖杆的杆壁与第二贴紧板上侧的侧壁均固定连接有与刻度线相匹配的三角指示块。
9、在上述的铝合金壳体螺纹孔高致密性挤压压铸成型模具中,所述下模座的竖直侧壁固定连接有多个固定板,多个所述固定板上均开设有固定孔。
10、在上述的铝合金壳体螺纹孔高致密性挤压压铸成型模具中,所述下模座下侧的侧壁开设有固定槽。
11、在上述的铝合金壳体螺纹孔高致密性挤压压铸成型模具中,所述下模座的竖直侧壁固定连接有定位块,所述定位块位于l型安装板与上模板之间。
12、在上述的铝合金壳体螺纹孔高致密性挤压压铸成型模具中,所述l型安装板与竖杆之间固定连接有加固斜板,所述加固斜板与l型安装板和竖杆之间固定连接有肋条。
13、在上述的铝合金壳体螺纹孔高致密性挤压压铸成型模具中,四个所述导柱外均活动套设有缓冲弹簧。
14、与现有的技术相比,本实用新型的优点在于:
15、本实用新型通过设置的下模座、上模座、导柱、导套、下模板、上模板、压铸凸模、压铸凹模、安装杆、l型安装板、竖杆、滑动孔、滑动杆、第一贴紧板、第一弹簧、第二贴紧板、限位板、第二弹簧和刻度线,使用时,将铝合金液态金属液注入压铸凹模中,压铸凹模对铝合金金属液进行塑形,压铸机带动压铸凸模下压进行挤压压铸,从而能形成高致密性的铝合金壳体,在进行检修时,推动l型安装板,将l型安装板移动到指定的位置,使第一贴紧板和第二贴紧板贴紧压铸凸模,通过设置的刻度线的读数来判断此次检测结果与标准读数进行比对,从而能够快速的判断压铸凸模是否变形,操作简单方便,有效的提高了铝合金壳体螺纹孔高致密性挤压压铸成型模具检测的效率。
16、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
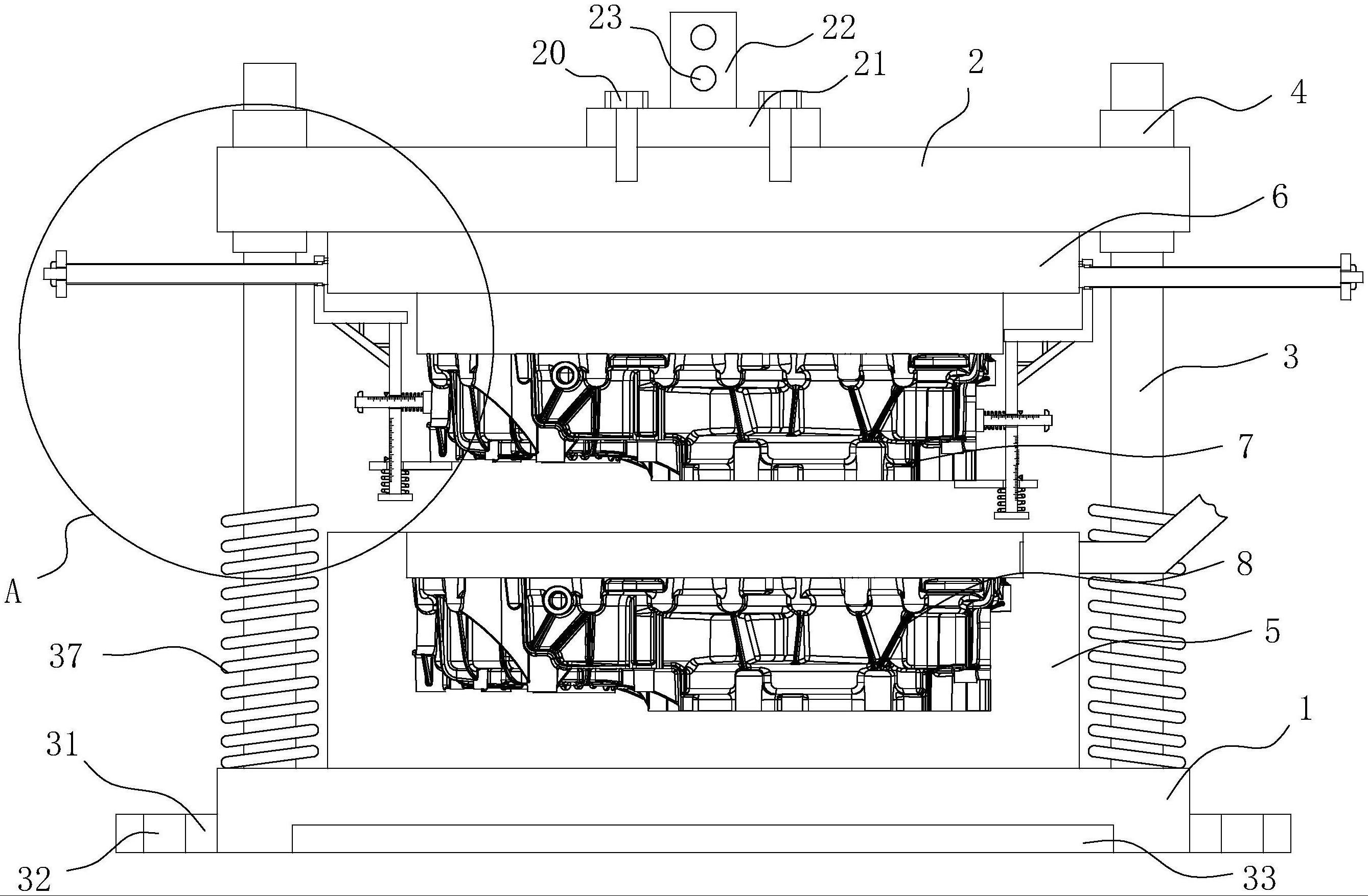
1.一种铝合金壳体螺纹孔高致密性挤压压铸成型模具,包括下模座(1)和上模座(2),其特征在于,所述下模座(1)上表面的四角处均固定连接有导柱(3),所述上模座(2)的四角处均固定连接有导套(4),所述导柱(3)活动插接于导套(4)内,所述下模座(1)上侧的侧壁固定连接有下模板(5),所述上模座(2)下侧的侧壁固定连接有上模板(6),所述上模板(6)上固定连接有压铸凸模(7),所述下模板(5)上开设有凹槽,且凹槽内安装有压铸凹模(8),所述上模板(6)上固定连接有两个检测机构;
2.根据权利要求1所述的铝合金壳体螺纹孔高致密性挤压压铸成型模具,其特征在于,所述上模座(2)上侧的侧壁通过多个螺栓(20)固定连接有连接板(21),所述连接板(21)上侧的侧壁固定连接有连接杆(22),所述连接杆(22)的杆壁开设有两个销孔(23)。
3.根据权利要求2所述的铝合金壳体螺纹孔高致密性挤压压铸成型模具,其特征在于,所述l型安装板(10)的竖直侧壁开设有插孔(24),所述安装杆(9)通过插孔(24)贯穿l型安装板(10),所述插孔(24)的孔壁对称固定连接有两个限位滑块(25),所述安装杆(9)的杆壁对称开设有两个与限位滑块(25)相匹配的限位滑槽(26)。
4.根据权利要求3所述的铝合金壳体螺纹孔高致密性挤压压铸成型模具,其特征在于,所述安装杆(9)远离上模板(6)的一端固定连接有螺柱(27),所述螺柱(27)外活动套设有防脱板(28),所述螺柱(27)外螺纹套设有锁紧螺母(29)。
5.根据权利要求4所述的铝合金壳体螺纹孔高致密性挤压压铸成型模具,其特征在于,所述竖杆(11)的杆壁与第二贴紧板(16)上侧的侧壁均固定连接有与刻度线(19)相匹配的三角指示块(30)。
6.根据权利要求5所述的铝合金壳体螺纹孔高致密性挤压压铸成型模具,其特征在于,所述下模座(1)的竖直侧壁固定连接有多个固定板(31),多个所述固定板(31)上均开设有固定孔(32)。
7.根据权利要求6所述的铝合金壳体螺纹孔高致密性挤压压铸成型模具,其特征在于,所述下模座(1)下侧的侧壁开设有固定槽(33)。
8.根据权利要求7所述的铝合金壳体螺纹孔高致密性挤压压铸成型模具,其特征在于,所述下模座(1)的竖直侧壁固定连接有定位块(34),所述定位块(34)位于l型安装板(10)与上模板(6)之间。
9.根据权利要求8所述的铝合金壳体螺纹孔高致密性挤压压铸成型模具,其特征在于,所述l型安装板(10)与竖杆(11)之间固定连接有加固斜板(35),所述加固斜板(35)与l型安装板(10)和竖杆(11)之间固定连接有肋条(36)。
10.根据权利要求9所述的铝合金壳体螺纹孔高致密性挤压压铸成型模具,其特征在于,四个所述导柱(3)外均活动套设有缓冲弹簧(37)。
技术总结
本技术属于模具技术领域,涉及一种铝合金壳体螺纹孔高致密性挤压压铸成型模具。本技术,包括下模座和上模座,所述下模座上表面的四角处均固定连接有导柱,所述上模座的四角处均固定连接有导套,所述导柱活动插接于导套内,所述下模座上侧的侧壁固定连接有下模板,所述上模座下侧的侧壁固定连接有上模板,所述上模板上固定连接有压铸凸模,所述下模板上开设有凹槽,且凹槽内安装有压铸凹模,所述上模板上固定连接有两个检测机构。本技术能够快速的判断压铸凸模是否变形,操作简单方便,有效的提高了铝合金壳体螺纹孔高致密性挤压压铸成型模具检测的效率。
技术研发人员:陈勇,陈迪
受保护的技术使用者:浙江三进科技有限公司
技术研发日:20230426
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!