一模多用的覆膜砂模具的制作方法
本技术涉及覆膜砂模具,特别涉及一模多用的覆膜砂模具。
背景技术:
1、覆膜砂制芯的工艺是将混练完成的覆膜砂,用压力吹送至加温到250-280℃的金属模穴中,通过热传导作用,使酚醛树脂软化、熔融,而后凝固,此时砂型硬化结成壳状,因此其别名又称壳模砂造型,覆膜砂制芯的缺点是必须使用加温的金属模具,覆膜砂模具本身具有很大的重量,人工移动十分不便,其次,使用时,需要用燃气对模具外部进行加热,当模具被加热后由于温度很高因此更加不易对其施行搬运和脱壳等工序,且无法满足一模多用的需求。经过检索后发现,申请号为cn201420762058.5的实用新型提供的技术方案同样存在上述的问题。
技术实现思路
1、本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一模多用的覆膜砂模具,通过两个大小不同的凹槽进而铸造不同尺寸的砂芯,并通过可以移动的加热箱,在转移的过程中降低装置的重量。
2、为实现上述目的,本实用新型还提供具有上述包括:
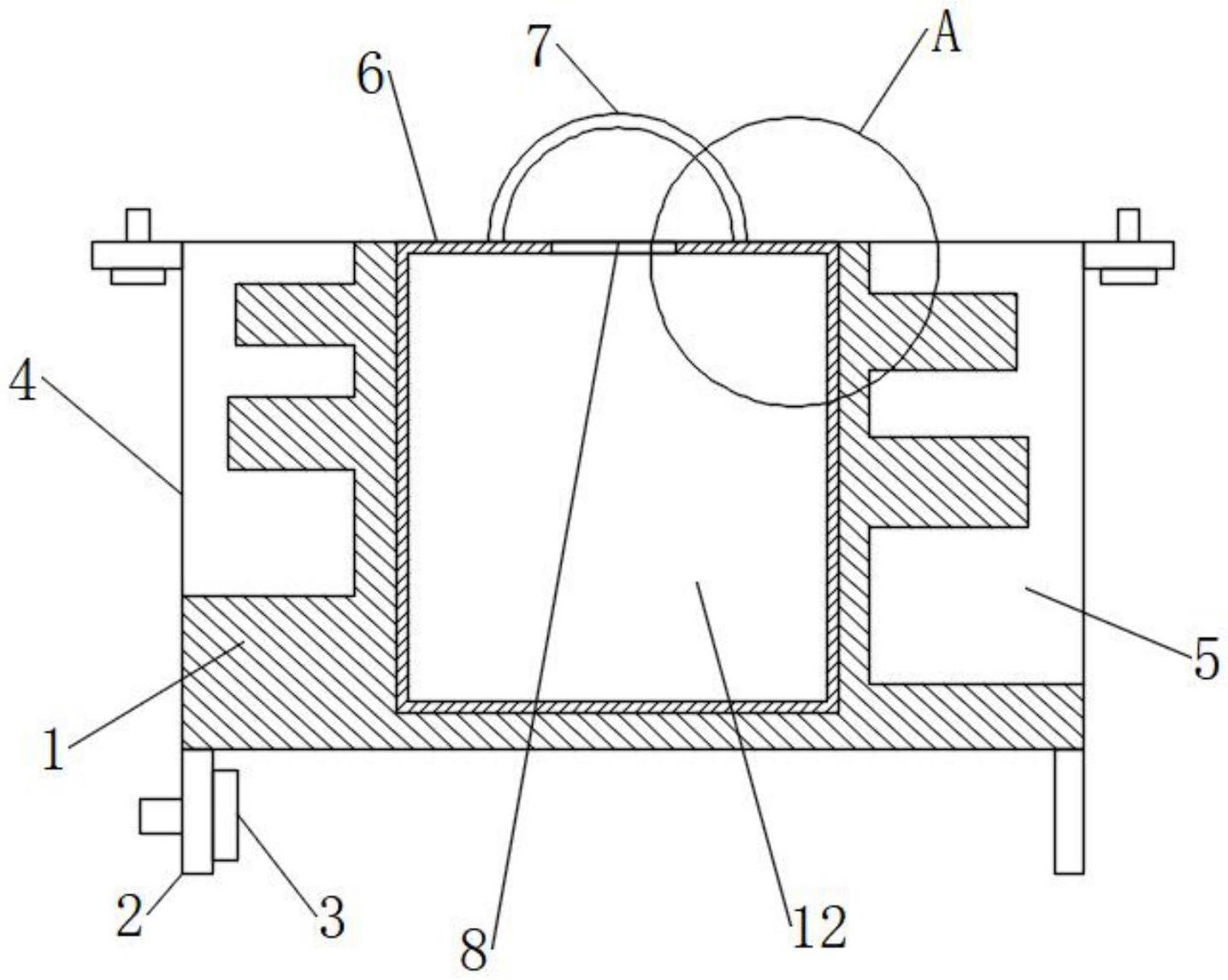
3、模具本体,所述模具本体的下表面固定连接有第一固定板,所述模具本体的侧表面固定连接有第二固定板,所述模具本体的左表面设置有第一凹槽,所述模具本体的右表面设置有第二凹槽;
4、所述模具本体的内表面滑动连接有加热箱,所述加热箱的上表面转动连接有把手。
5、根据所述的一模多用的覆膜砂模具,所述第一固定板、第二固定板均左右分布。
6、根据所述的一模多用的覆膜砂模具,所述第一固定板的内部螺纹连接有第一螺栓,所述第二固定板的内部螺纹连接有第二螺栓。
7、根据所述的一模多用的覆膜砂模具,所述第一凹槽的大小为第二凹槽大小的0.8倍。
8、根据所述的一模多用的覆膜砂模具,所述加热箱的内部形成空腔,所述加热箱的上表面设置有注料口。
9、根据所述的一模多用的覆膜砂模具,所述加热箱的上表面设置有放置槽,所述放置槽的形状与把手的形状相同。
10、根据所述的一模多用的覆膜砂模具,所述加热箱为金属材质。
11、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一模多用的覆膜砂模具,其特征在于,包括:
2.根据权利要求1所述的一模多用的覆膜砂模具,其特征在于,所述第一固定板(2)、第二固定板(10)均左右分布。
3.根据权利要求1所述的一模多用的覆膜砂模具,其特征在于,所述第一固定板(2)的内部螺纹连接有第一螺栓(3),所述第二固定板(10)的内部螺纹连接有第二螺栓(11)。
4.根据权利要求1所述的一模多用的覆膜砂模具,其特征在于,所述第一凹槽(4)的大小为第二凹槽(5)大小的0.8倍。
5.根据权利要求1所述的一模多用的覆膜砂模具,其特征在于,所述加热箱(6)的内部形成空腔(12),所述加热箱(6)的上表面设置有注料口(8)。
6.根据权利要求1所述的一模多用的覆膜砂模具,其特征在于,所述加热箱(6)的上表面设置有放置槽(9),所述放置槽(9)的形状与把手(7)的形状相同。
7.根据权利要求1所述的一模多用的覆膜砂模具,其特征在于,所述加热箱(6)为金属材质。
技术总结
本技术公开了一模多用的覆膜砂模具,包括模具本体,所述模具本体的下表面固定连接有第一固定板,所述模具本体的侧表面固定连接有第二固定板,所述模具本体的左表面设置有第一凹槽,所述模具本体的右表面设置有第二凹槽,所述模具本体的内表面滑动连接有加热箱,所述加热箱的上表面转动连接有把手。上述结构,通过两个大小不同的凹槽进而铸造不同尺寸的砂芯,并通过可以移动的加热箱,在转移的过程中降低装置的重量。
技术研发人员:杨仁煜
受保护的技术使用者:温州优郅模具有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!