一种直径可调的磨削磨头的制作方法
本技术属于工件内孔磨削,尤其是涉及一种直径可调的磨削磨头。
背景技术:
1、磨削,是一种去除材料的机械加工方法。指用磨料或磨具切除工件上多余材料的加工方法。磨削加工是应用较为广泛的材料去除方法之一。在机械加工领域,需要对一些零件的特殊位置进行磨削,如电机座、压壳、蜗壳等圆柱壳体或部分含有圆柱壳体的内侧壁进行磨削,相比外表面的磨削是具有一定难度的。
2、现有技术一般用内圆磨床或车床加磨头来磨削内孔表面要求高的工件,但是这种方式也存在一些问题:由于磨头在工作过程中/工作前无法调节磨削直径,因此,在面对不同孔径的工件时,只能停机,更换不同直径的磨头,再进行磨削,该过程影响加工的工作效率,另外,工厂中一般只备用一些常用规格的磨头,对于加工一些少量非常用孔径时,需要重新定制磨头,浪费成本。
3、公开号为“cn218427659u”的中国专利公开了一种可调节磨削磨头,包括固定法兰和多个磨石,所述固定法兰与外部能够驱动磨头转动和移动的磨杆机构连接,还包括一对圆盘型的支撑板、多个固定柱、调节结构、多个连接板和多个固定架,其中一个支撑板一侧侧壁与固定法兰的一端固定连接;本实用新型通过可进行磨削直径调节的磨头,对压壳或者蜗壳内侧壁进行磨削,工作过程中无需更换磨头。
4、上述直径可调的磨头有一个缺陷就是,在面对不同直径的孔径时,需要设置相应的驱动机构以实现磨头直径的调节,响应滞后,无法均匀、顺畅的在磨削过程中自适应的调节磨头直径;并且该结构整体较为复杂,难以适用于批量化工件磨削。
技术实现思路
1、针对背景技术中存在的技术问题,本实用新型提供了一种直径可调的磨削磨头。
2、为实现上述目的,本实用新型提供的技术方案为:
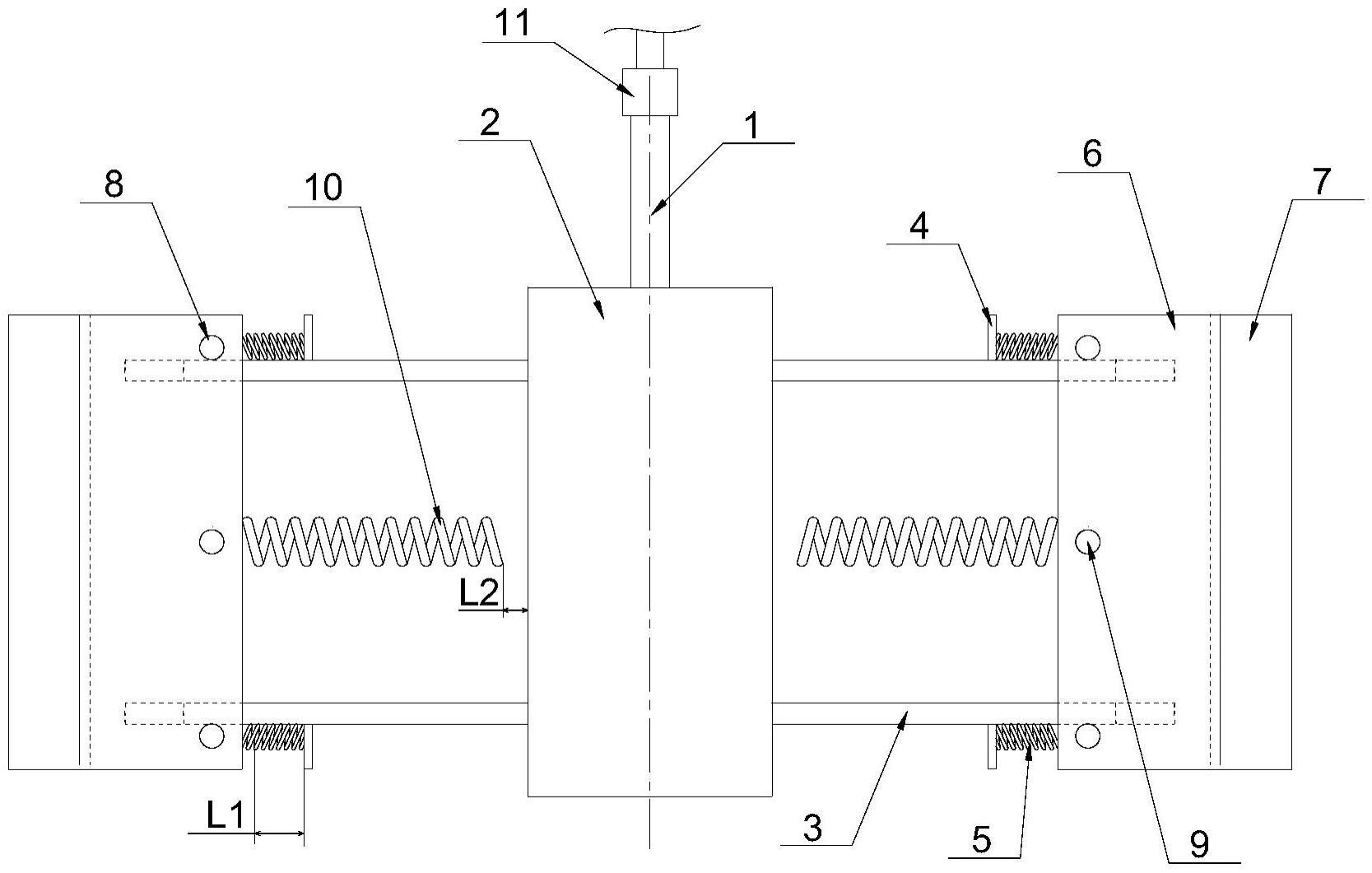
3、一种直径可调的磨削磨头,包括安装块、滑杆、夹板和砂条,所述安装块外侧均布有若干滑杆,所述滑杆末端可滑动的设置有夹板,所述夹板上可拆卸的设置有砂条;所述滑杆上设置有连接板,所述连接板上设置有弹簧一,弹簧一的另一端和夹板固定连接;所述夹板靠近中心轴的一侧设置有弹簧二,所述弹簧二端部距离中心轴固定距离设置。
4、可选的,所述夹板对称的设置有两块,每一块夹板上可滑动的设置有两根滑杆。
5、可选的,所述弹簧二端部距离中心轴的距离记为l2,所述弹簧一的最大压缩行程记为l1,所述l1大于l2。
6、可选的,所述弹簧二的劲度系数k大于弹簧一的劲度系数k。
7、可选的,所述滑杆上设置有导向槽,所述连接板滑动设置在该导向槽中,并通过锁紧螺钉固定。
8、可选的,所述夹板内设置有安装槽,所述弹簧二一端滑动设置在该导向槽中,使得l2可调,并通过定位销钉固定。
9、可选的,所述安装块的一端和传动轴固定连接。
10、可选的,所述传动轴通过和万向头和驱动机构连接传动。
11、可选的,所述弹簧二末端的形状和安装板的外形轮廓相契合。
12、本实用新型具有如下优点和有益效果:
13、本实用新型通过可进行磨削直径调节的磨头,对不同直径的工件内孔进行磨削,工作过程中无需更换磨头,工作效率高;
14、进一步的,本实用新型的磨头通过弹簧一可滑动调节磨头的直径,从而可以对不同直径的内孔进行磨削,通过弹簧二可调节磨头和工件内孔接触的压力,从而可以对多种孔径的工件进行紧贴,并给予一定的顶紧力,保证磨削效果,在不断磨削的过程中,随着磨头的砂条磨损,弹簧二持续的给与弹力使得砂条始终紧贴工件内孔,保证持续性磨削过程中的磨削效果,提升了磨削性能。
15、本实用新型的自适应的可调节直径的磨头,其整体结构简单紧凑,更换、维修方便,在面对不同直径的孔径时,无需要设置相应的驱动机构以实现磨头直径的调节,响应快速,在磨削过程中自适应的调节磨头直径。
技术特征:
1.一种直径可调的磨削磨头,包括安装块、滑杆、夹板和砂条,其特征在于:所述安装块外侧均布有若干滑杆,所述滑杆末端可滑动的设置有夹板,所述夹板上可拆卸的设置有砂条;
2.根据权利要求1所述的直径可调的磨削磨头,其特征在于:所述夹板对称的设置有两块,每一块夹板上可滑动的设置有两根滑杆。
3.根据权利要求1或2所述的直径可调的磨削磨头,其特征在于:所述弹簧二端部距离中心轴的距离记为l2,所述弹簧一的最大压缩行程记为l1,所述l1大于l2。
4.根据权利要求3所述的直径可调的磨削磨头,其特征在于:所述弹簧二的劲度系数k大于弹簧一的劲度系数k。
5.根据权利要求3所述的直径可调的磨削磨头,其特征在于:所述滑杆上设置有导向槽,所述连接板滑动设置在该导向槽中,并通过锁紧螺钉固定。
6.根据权利要求1所述的直径可调的磨削磨头,其特征在于:所述夹板内设置有安装槽,所述弹簧二一端滑动设置在该安装槽中,使得l2可调,并通过定位销钉固定。
7.根据权利要求1所述的直径可调的磨削磨头,其特征在于:所述夹板上设置有螺纹孔,该螺纹孔内螺纹连接螺杆,螺杆端部设置开槽,该开槽中固定弹簧二。
8.根据权利要求1所述的直径可调的磨削磨头,其特征在于:所述安装块的一端和传动轴固定连接。
9.根据权利要求8所述的直径可调的磨削磨头,其特征在于:所述传动轴通过和万向头和驱动机构连接传动。
10.根据权利要求1所述的直径可调的磨削磨头,其特征在于:所述弹簧二末端的形状和安装板的外形轮廓相契合。
技术总结
本技术属于工件内孔磨削技术领域,尤其是涉及一种直径可调的磨削磨头,包括安装块、滑杆、夹板和砂条,其特征在于:所述安装块外侧均布有若干滑杆,所述滑杆末端可滑动的设置有夹板,所述夹板上可拆卸的设置有砂条;所述滑杆上设置有连接板,所述连接板上设置有弹簧一,弹簧一的另一端和夹板固定连接;所述夹板靠近中心轴的一侧设置有弹簧二,所述弹簧二端部距离中心轴固定距离设置。该磨头可以对不同直径的工件内孔进行磨削,在不断磨削的过程中,能够持续让砂条紧贴工件内孔,保证持续性磨削过程中的磨削效果。
技术研发人员:周伟,康吉昌,刘鹏举,王维军,龙天扩
受保护的技术使用者:云南浩鑫铝箔有限公司
技术研发日:20230505
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!