一种长径比大于30的小直径钨合金棒制造装置的制作方法
本技术涉及钨合金棒制造,特别涉及一种长径比大于30的小直径钨合金棒制造装置。
背景技术:
1、钨合金棒的应用广泛,因为钨的熔点非常高,所以不能像铝铁等金属那样熔化后制成金属棒。传统的加工方式是将钨合金粉末装在直筒橡胶模具中,然后冷等静压成型,成型后的粉坯棒需要进行高温烧结形成钨合金毛坯棒,最后在钨合金毛坯棒的基础上必须经过车削到直径均匀一致的钨合金棒。传统的加工方式压制的粉坯棒断料率高达70%以上,断裂的钨合金棒无法满足用户的需求,且成型的粉坯棒直径差异在2.5-5mm,烧结后的钨合金毛坯棒经过车削加工得到力学性能符合要求的钨合金产品,这种制造方法的断料率高、材料消耗大以及直径差异大,并且钨合金毛坯棒车削成本高。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种长径比大于30的小直径钨合金棒制造装置。
2、本实用新型的目的是通过以下技术方案来实现的:
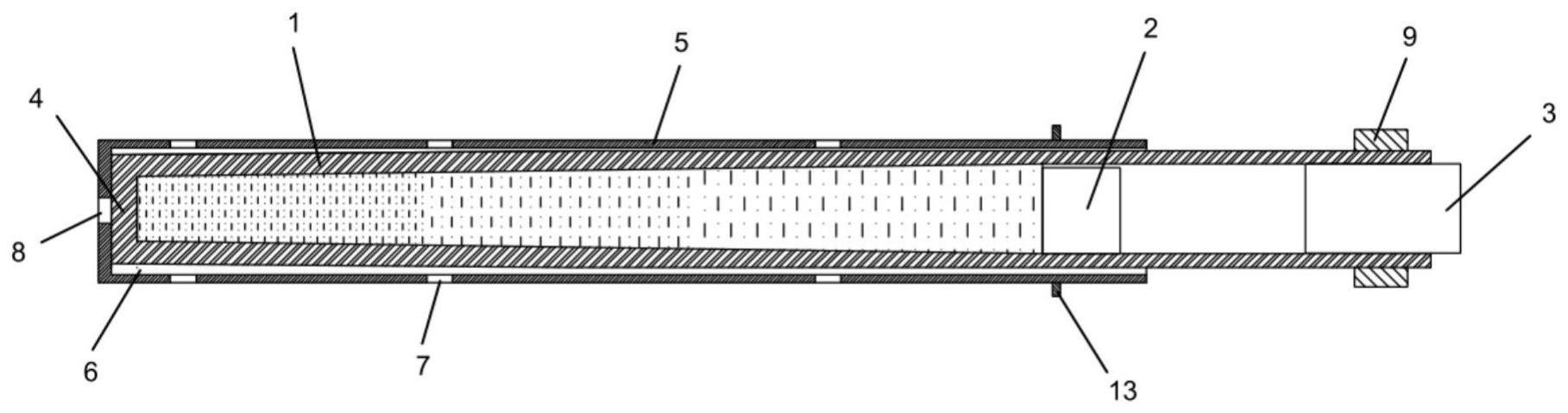
3、一种长径比大于30的小直径钨合金棒制造装置,包括橡胶套、内塞和外塞,所述橡胶套由内锥段l1和直筒段l2组成,所述内锥段l1的小径端端部密封设置有橡胶端板,所述内锥段l1的大径端与所述直筒段l2的一端同轴密封连接,所述直筒段l2的另一端内设置有所述外塞,所述内塞滑动设置在所述直筒段l2内且靠近所述内锥段l1侧设置,所述内塞与所述橡胶端板之间填充有钨合金粉末,所述内锥段l1的外侧同轴设置有外锥段l3,且所述外锥段l3的长度小于所述内锥段l1的长度,所述外锥段l3的小径端与所述橡胶端板的外径配合,所述橡胶端板的厚度为h,在所述内锥段l1中,两个相对侧的内母线之间的夹角取值范围为0.20~0.24°,在所述外锥段l3中,两个相对侧的外母线之间的夹角取值范围为0.20~0.24°。
4、进一步地,所述橡胶套设置在钢套中的直盲孔内,所述橡胶套的外壁与所述直盲孔的内壁间隙配合,所述直盲孔的侧壁上设置有贯穿的第一均压孔,所述直盲孔的底部上设置有贯穿的第二均压孔,所述直盲孔的长度为l4,则有关系式l1+h≤l4<l1+ l2。
5、进一步地,所述橡胶套的外壁上设置有锁紧带,所述锁紧带与所述外塞配合且不与所述钢套发生干涉。
6、进一步地,所述钢套竖直设置在放置架上,所述放置架设置在压力容器内,所述压力容器中充满乳化液,所述压力容器与压力设备相连,所述钢套的开口处固定设置有与所述放置架配合的限位环,所述乳化液的温度为16~25℃。
7、进一步地,所述内锥段l1中,两个相对侧的内母线之间的夹角取值范围为0.214°,所述外锥段l3中,两个相对侧的外母线之间的夹角取值范围为0. 214°。
8、进一步地,所述橡胶套和所述橡胶端板的硬度为50~55ha。
9、进一步地,所述直筒段l2的内径为d0,所述橡胶套的壁厚为q,所述壁厚q的取值为q=s d0,其中,系数s的取值范围为0.04~0.75。
10、进一步地,所述直筒段l2的内径为d0不大于40mm时,所述系数s的取值为0.075,所述直筒段l2的内径为d0大于100mm时,所述系数s的取值为0.04。
11、进一步地,所述橡胶套的外壁与所述直盲孔的内壁间隙取值范围为0.8~1.2mm。
12、一种长径比大于30的小直径钨合金棒制造方法,使用一种长径比大于30的小直径钨合金棒制造装置,所述小直径钨合金棒制造方法的包括以下步骤:
13、s1:将所述钨合金粉末进行均匀的混合;
14、s2:将混合后的所述钨合金粉末装进所述橡胶套中;
15、s3:将所述橡胶套中的所述钨合金粉末压制成小直径钨合金棒;
16、s4:将所述橡胶套从所述小直径钨合金棒上脱下来。
17、本实用新型的有益效果是:
18、1)在本技术方案中,通过在橡胶套上设置内锥段和外锥段,并且精确控制其锥度夹角,使得压制后的钨合金棒直径差异控制在0.5mm以内,有效减少烧结棒坯的车削量,烧结棒坯不需要进行车削,大大节约了成本。
19、2)在本技术方案中,通过本制造方法使得钨合金棒直径差异在0.5mm以内,断料率小于7%,棒坯压制成型完好率从31%提升到93%,烧结后的钨合金棒坯直接用于压力加工,材料消耗从1.76降低到1.29。
20、3)在本技术方案中,通过控制橡胶套内壁的粗糙度、橡胶套的壁厚、橡胶套的硬度及橡胶套工作环境(乳化液)温度,降低等静压卸压时,被压缩的橡胶套恢复原始状态产生轴向拉伸力,从而减少粉坯棒断裂的发生几率,提高成型粉坯棒的完好率,提升粉坯棒压制成型生产效率。
技术特征:
1.一种长径比大于30的小直径钨合金棒制造装置,其特征在于:包括橡胶套(1)、内塞(2)和外塞(3),所述橡胶套(1)由内锥段l1和直筒段l2组成,所述内锥段l1的小径端端部密封设置有橡胶端板(4),所述内锥段l1的大径端与所述直筒段l2的一端同轴密封连接,所述直筒段l2的另一端内设置有所述外塞(3),所述内塞(2)滑动设置在所述直筒段l2内且靠近所述内锥段l1侧设置,所述内塞(2)与所述橡胶端板(4)之间填充有钨合金粉末,所述内锥段l1的外侧同轴设置有外锥段l3,且所述外锥段l3的长度小于所述内锥段l1的长度,所述外锥段l3的小径端与所述橡胶端板(4)的外径配合,所述橡胶端板(4)的厚度为h,在所述内锥段l1中,两个相对侧的内母线之间的夹角取值范围为0.20~0.24°,在所述外锥段l3中,两个相对侧的外母线之间的夹角取值范围为0.20~0.24°。
2. 根据权利要求1所述的一种长径比大于30的小直径钨合金棒制造装置,其特征在于:所述橡胶套(1)设置在钢套(5)中的直盲孔(6)内,所述橡胶套(1)的外壁与所述直盲孔(6)的内壁间隙配合,所述直盲孔(6)的侧壁上设置有贯穿的第一均压孔(7),所述直盲孔(6)的底部上设置有贯穿的第二均压孔(8),所述直盲孔(6)的长度为l4,则有关系式l1+h≤l4 < l1+ l2。
3.根据权利要求2所述的一种长径比大于30的小直径钨合金棒制造装置,其特征在于:所述橡胶套(1)的外壁上设置有锁紧带(9),所述锁紧带(9)与所述外塞(3)配合且不与所述钢套(5)发生干涉。
4.根据权利要求2所述的一种长径比大于30的小直径钨合金棒制造装置,其特征在于:所述钢套(5)竖直设置在放置架(10)上,所述放置架(10)设置在压力容器(11)内,所述压力容器(11)中充满乳化液,所述压力容器(11)与压力设备(12)相连,所述钢套(5)的开口处固定设置有与所述放置架(10)配合的限位环(13),所述乳化液的温度为16~25℃。
5. 根据权利要求1所述的一种长径比大于30的小直径钨合金棒制造装置,其特征在于:所述内锥段l1中,两个相对侧的内母线之间的夹角取值范围为0.214°,所述外锥段l3中,两个相对侧的外母线之间的夹角取值范围为0. 214°。
6.根据权利要求1所述的一种长径比大于30的小直径钨合金棒制造装置,其特征在于:所述橡胶套(1)和所述橡胶端板(4)的硬度为50~55ha。
7. 根据权利要求1所述的一种长径比大于30的小直径钨合金棒制造装置,其特征在于:所述直筒段l2的内径为d0,所述橡胶套(1)的壁厚为q,所述壁厚q的取值为q=s d0,其中,系数s的取值范围为0.04~0.75。
8.根据权利要求7所述的一种长径比大于30的小直径钨合金棒制造装置,其特征在于:所述直筒段l2的内径为d0不大于40mm时,所述系数s的取值为0.075,所述直筒段l2的内径为d0大于100mm时,所述系数s的取值为0.04。
9.根据权利要求2所述的一种长径比大于30的小直径钨合金棒制造装置,其特征在于:所述橡胶套(1)的外壁与所述直盲孔(6)的内壁间隙取值范围为0.8~1.2mm。
技术总结
本技术公开了一种长径比大于30的小直径钨合金棒制造装置,包括橡胶套,橡胶套由内锥段L1和直筒段L2组成,内锥段L1的小径端端部密封设置有橡胶端板,内锥段L1的大径端与直筒段L2的一端同轴密封连接,直筒段L2的另一端内设置有外塞,内塞与橡胶套底部之间填充有钨合金粉末,内锥段L1的外侧同轴设置有外锥段L3,外锥段L3的小径端与橡胶端板的外径配合,两个相对侧的内母线之间的夹角取值范围为0.20~0.24°,两个相对侧的外母线之间的夹角取值范围为0.20~0.24°。通过在橡胶套上设置内锥段和外锥段,并且精确控制其锥度夹角,使得压制后的钨合金棒直径差异控制在0.5mm以内,有效减少烧结棒坯的车削量,大大节约了成本。
技术研发人员:李俊怀,赵振刚,骆银福,刘洋,余海琳
受保护的技术使用者:成都虹波实业股份有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!