翻砂模的制作方法
本技术属于模具,涉及一种翻砂模。
背景技术:
1、翻砂铸造是指用粘土粘结砂作造型材料生产铸件。翻砂是将熔化的金属浇灌入铸型空腔中,冷却凝固后而获得产品的生产方法。而现行的模具分有型板和无型板两种类型,其中对于模具半型高度大于40cm的中型以上铸件,由于混砂机出砂口高度因素的限制及操作方便的考虑,均需采用上下半型单独制作的方法,故此时,必须采用有型板模具进行翻砂作业。
2、目前现有的模具大都存在一些不足,模具在使用时上模型板与下模型板之间通过连接销连接,在铸造时由于高温作用,因此上模型板与下模型板之间容易产生缝隙,从而导致物件变形,因此会影响物件质量,同时目前模具的浇注口都是直接在上模里的沙砾直接进行开口,同时在一侧开设有排气孔,这样不仅费时费力,其次在操作时也可能导致模具槽发生坍塌的情况,实用性较差,效率不高。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种翻砂模。
2、为达到上述目的,本实用新型采用了下列技术方案:
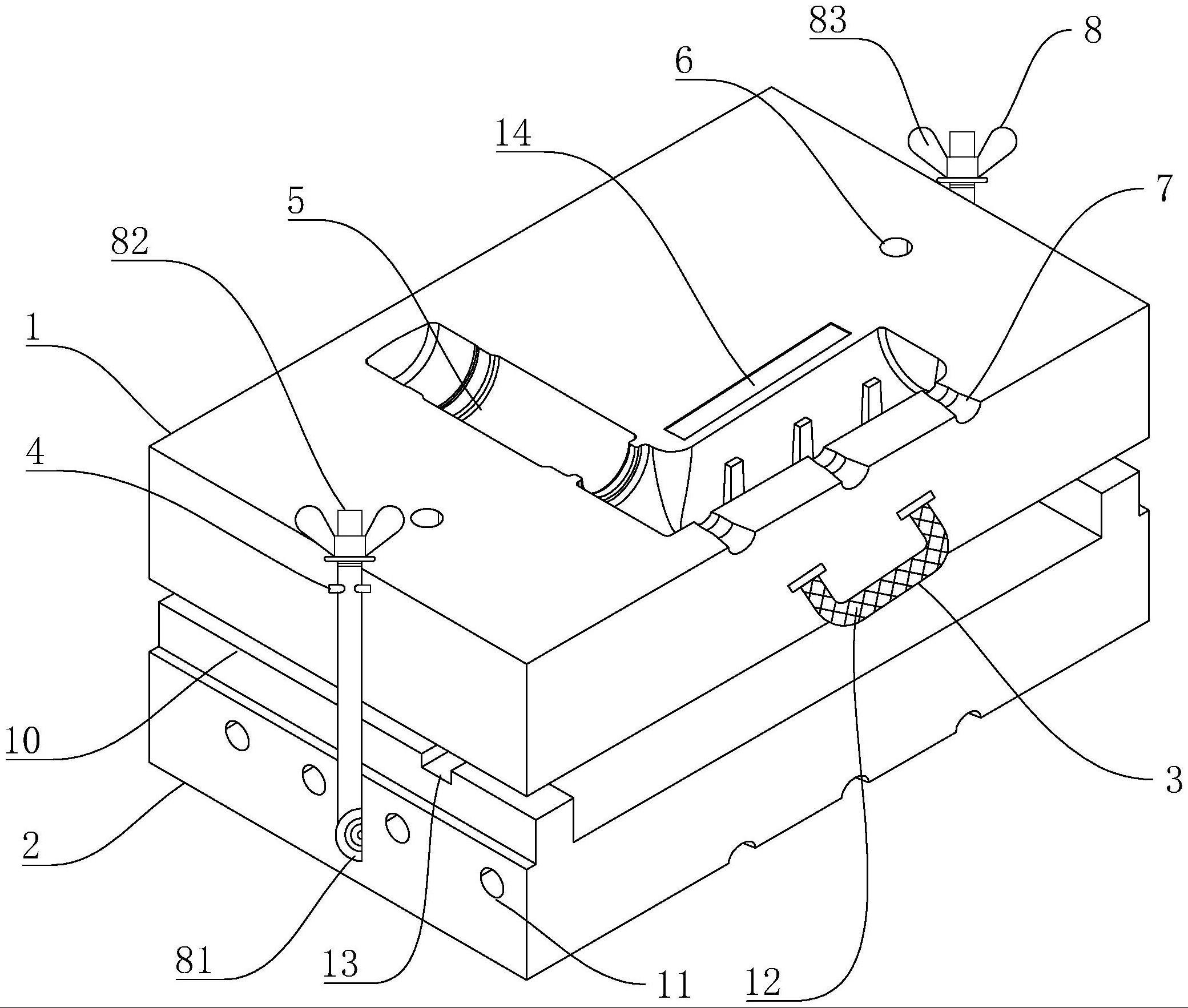
3、一种翻砂模,包括上模和下模,所述的上模的两端固定安装有把手,所述的上模的两侧固定安装有卡环,所述的上模中间位置开设有第一成型槽,所述的第一成型槽两侧均开设有定位销孔,所述的第一成型槽的一端开设有浇注口,所述的下模两侧活动安装有限位组件,所述的下模的中心位置开设有第二成型槽,所述的第二成型槽的两侧同样开设有定位销孔,所述的第二成型槽的一端同样开设有浇注口,所述的下模的下方固定安装有两个支撑腿,所述的下模的两端固定开设有若干的排气孔。
4、在上述的翻砂模中,所述的上模和下模均为金属材质的长方体结构,其中上模和下模之间进行紧密的贴合连接,且通过定位销进行稳定的固定连接。
5、在上述的翻砂模中,所述的把手为u型结构的金属握把,其中分别固定安装在上模的两端,且在所述把手上设置有防滑纹路。
6、在上述的翻砂模中,所述的限位组件由销轴、螺纹杆和蝶形螺帽组成,其中螺纹杆的一端固定连接在销轴上,而所述的销轴活动安装在下模的两侧上,且蝶形螺帽内部设置有螺纹槽,并旋拧连接在螺纹杆的另一端上。
7、在上述的翻砂模中,所述的卡环为u型结构金属卡槽,其中所述的卡环分别固定安装在上模的两侧上,而所述的螺纹杆的一端活动放置在卡环内,并利用蝶形螺帽进行固定连接。
8、在上述的翻砂模中,所述的第一成型槽、第二成型槽和浇注口均为半圆形结构的凹槽,其中所述的第一成型槽、第二成型槽和上下模浇注口进行贴合连接时,形成完整的模腔结构。
9、在上述的翻砂模中,所述的浇注口内部为梯形结构,其中一端分别与第一成型槽、第二成型槽进行贯通连接,另一端与上下模的一侧进行平齐放置。
10、在上述的翻砂模中,所述的支撑腿为金属材质的长条机构,其中支撑腿平行固定安装在下模的底部,且在支撑腿上均开设有缺口。
11、在上述的翻砂模中,所述的排气孔均匀分布在下模的底部两端,其中孔面与下模的外壁进行平行放置,且所述的排气孔另一端穿过下模放置在定位销孔的一侧。
12、在上述的翻砂模中,所述的第一成型槽的一侧设置有辅助槽,且所述的辅助槽为长方形凹槽结构,并开设在上模上。
13、与现有的技术相比,本实用新型的优点在于:
14、1、本实用新型通过设置有上模和下模,在上模的两端设置有把手,这样则可以便于操作人员快速进行更换和使用,同时在上模两侧设置有卡环,而在下模上设置有限位组件,这样则可以利用蝶形螺帽将螺纹杆固定在卡环内,从而可以更好的将上模和下模之间进行夹紧稳固,从而进一步提高产品的质量。
15、2、本实用新型通过在上模和下模分别设置有第一成型槽和第二成型槽,而在第一成型槽和第二成型槽的一侧均设置有浇注口,而浇注口的内部设置有梯形结构,这样当第一成型槽、第二成型槽和浇注口合在一起时,就会形成模腔,这样则可以更好的进行原料的浇注,减少操作人员的工作步骤,加快工作效率。
16、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种翻砂模,包括上模(1)和下模(2),其特征在于,所述的上模(1)的两端固定安装有把手(3),所述的上模(1)的两侧固定安装有卡环(4),所述的上模(1)中间位置开设有第一成型槽(5),所述的第一成型槽(5)两侧均开设有定位销孔(6),所述的第一成型槽(5)的一端开设有浇注口(7),所述的下模(2)两侧活动安装有限位组件(8),所述的下模(2)的中心位置开设有第二成型槽(9),所述的第二成型槽(9)的两侧同样开设有定位销孔(6),所述的第二成型槽(9)的一端同样开设有浇注口(7),所述的下模(2)的下方固定安装有两个支撑腿(10),所述的下模(2)的两端固定开设有若干的排气孔(11)。
2.根据权利要求1所述的翻砂模,其特征在于,所述的上模(1)和下模(2)均为金属材质的长方体结构,其中上模(1)和下模(2)之间进行紧密的贴合连接,且通过定位销进行稳定的固定连接。
3.根据权利要求2所述的翻砂模,其特征在于,所述的把手(3)为u型结构的金属握把,其中分别固定安装在上模(1)的两端,且在所述把手(3)上设置有防滑纹路(12)。
4.根据权利要求3所述的翻砂模,其特征在于,所述的限位组件(8)由销轴(81)、螺纹杆(82)和蝶形螺帽(83)组成,其中螺纹杆(82)的一端固定连接在销轴(81)上,而所述的销轴(81)活动安装在下模(2)的两侧上,且蝶形螺帽(83)内部设置有螺纹槽,并旋拧连接在螺纹杆(82)的另一端上。
5.根据权利要求4所述的翻砂模,其特征在于,所述的卡环(4)为u型结构金属卡槽,其中所述的卡环(4)分别固定安装在上模(1)的两侧上,而所述的螺纹杆(82)的一端活动放置在卡环(4)内,并利用蝶形螺帽(83)进行固定连接。
6.根据权利要求5所述的翻砂模,其特征在于,所述的第一成型槽(5)、第二成型槽(9)和浇注口(7)均为半圆形结构的凹槽,其中所述的第一成型槽(5)、第二成型槽(9)和上下模浇注口(7)进行贴合连接时,形成完整的模腔结构。
7.根据权利要求6所述的翻砂模,其特征在于,所述的浇注口(7)内部为梯形结构,其中一端分别与第一成型槽(5)、第二成型槽(9)进行贯通连接,另一端与上下模的一侧进行平齐放置。
8.根据权利要求7所述的翻砂模,其特征在于,所述的支撑腿(10)为金属材质的长条机构,其中支撑腿(10)平行固定安装在下模(2)的底部,且在支撑腿(10)上均开设有缺口(13)。
9.根据权利要求8所述的翻砂模,其特征在于,所述的排气孔(11)均匀分布在下模(2)的底部两端,其中孔面与下模(2)的外壁进行平行放置,且所述的排气孔(11)另一端穿过下模(2)放置在定位销孔(6)的一侧。
10.根据权利要求9所述的翻砂模,其特征在于,所述的第一成型槽(5)的一侧设置有辅助槽(14),且所述的辅助槽(14)为长方形凹槽结构,并开设在上模(1)上。
技术总结
本技术属于模具技术领域,尤其涉及一种翻砂模。本技术,包括上模和下模,所述的上模的两端固定安装有把手,所述的上模的两侧固定安装有卡环,所述的上模中间位置开设有第一成型槽,所述的第一成型槽两侧均开设有定位销孔,所述的第一成型槽的一端开设有浇注口,所述的下模两侧活动安装有限位组件,所述的下模的中心位置开设有第二成型槽,所述的第二成型槽的两侧同样开设有定位销孔,所述的第二成型槽的一端同样开设有浇注口,所述的下模的下方固定安装有两个支撑腿。本技术通过设置有上模和下模,并利用限位组件上的螺纹杆和蝶形螺帽使上下模之间连接的更加紧密,同时将排气孔设置在下模的两端,进一步提高了安全性。
技术研发人员:梁昭伟,戴宾琪,陈小兵,马荣新,丁中旗
受保护的技术使用者:台州正兴阀门有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!