一种主动式力控平面研磨系统的制作方法
本技术涉及平面研磨,尤其涉及一种主动式力控平面研磨系统。
背景技术:
1、平面研磨机设备在磨抛领域是一款运用比较广泛的设备,它是一种将磨料放入研具中对加工件表面进行研磨的磨床,主要用于对工件进行精度要求较高的平面研磨、抛光。待磨抛工件通过工装夹具安装于工件安装盘上,工件安装盘在电机的驱动下带工件一起转动,在系统中添加研磨液后,通过研磨系统中位于工件安装盘下方的抛光耗材与工件安装盘之间的接触摩擦实现对安装于工件安装盘内工件表面的抛光。工件安装盘的转速,抛光耗材的转速,研磨液类型以及磨头压力对抛光去除量及抛光效果均有不同程度的影响。
2、在现有的平面研磨机设备工作中,磨头压力(抛光盘与抛光耗材之间的接触压力)主要通过添加不同重量的配重块来实现。但是这种人工搬运配重块调节磨头压力的方法不仅耗费体力,而且对操作工人的安全造成风险隐患,此外不具备研磨压力的数字化反馈监控功能,并且配重块只有特定的重量规格,一般均为10kg、20kg、30kg等不同的较大质量规格,难以实现1kg及以内的压力分辨率调节(比如,13.6kg磨头压力较难通过现有配重规格的搭配实现),不便于在实际研磨作业中灵活精确调整研磨压力大小,因此如何能精准的数字化、自动化控制磨头的压力大小以及实时反馈压力值则显得十分重要。
技术实现思路
1、本实用新型提供了一种主动式力控平面研磨系统,解决了现有技术中通过人工添加不同重量的配重块来控制磨头下压的力度,危险并费力,且只有固定重量的配重块,不便于灵活调整压力的技术问题。
2、本实用新型采用了如下技术方案:一种主动式力控平面研磨系统,包括固定安装板、活动安装板、研磨装置、气缸、控制模块、比例调压阀、电磁换向阀和气源,所述研磨装置竖直安装在所述活动安装板上,所述研磨装置的输出轴贯穿所述固定安装板,所述气缸竖直安装在所述活动安装板上,所述气缸的活塞端与所述固定安装板连接;
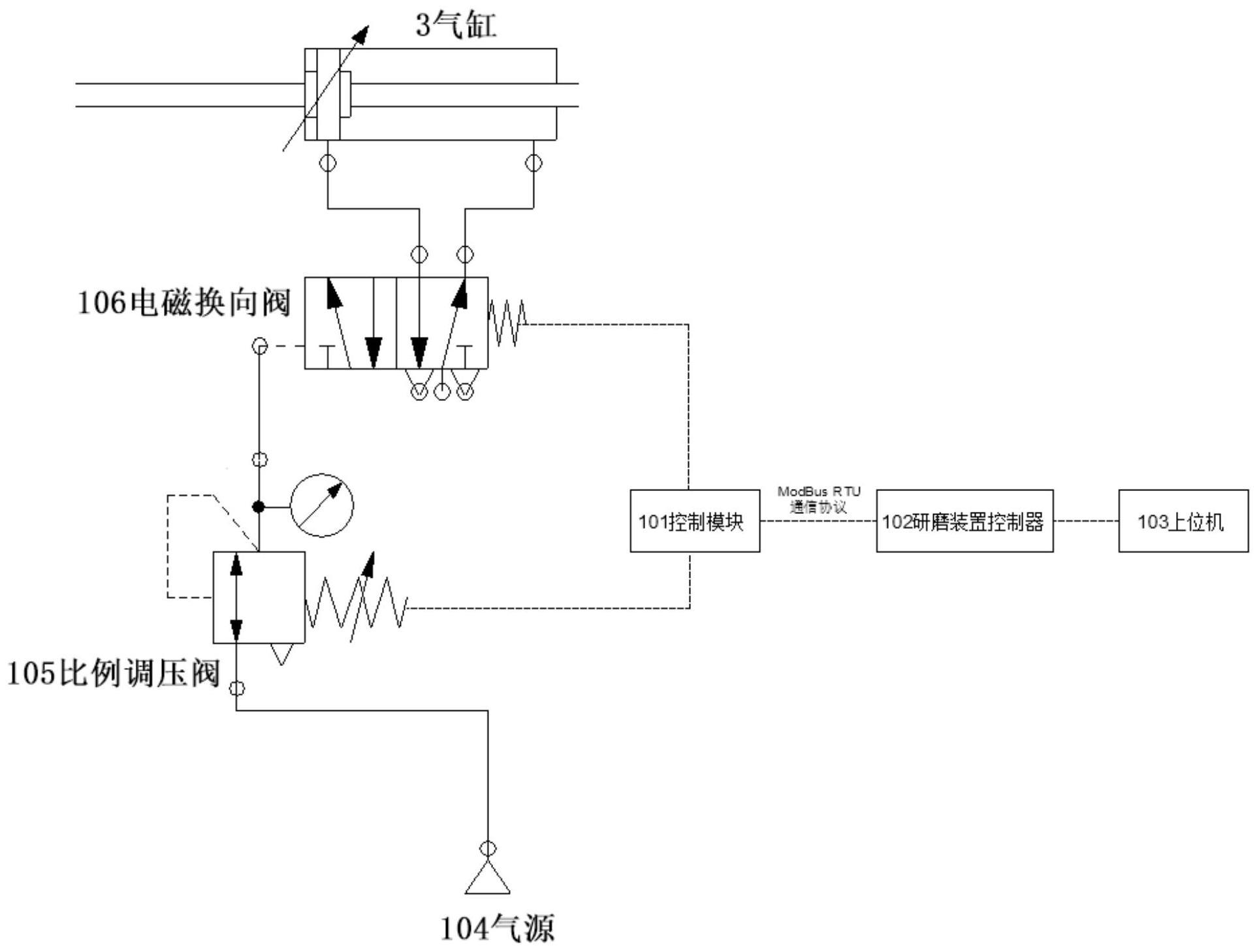
3、所述气源连接比例调压阀的进气口,所述比例调压阀的出气口连接电磁换向阀的进气口,所述电磁换向阀的两个出气口分别连接气缸的两个进气口;
4、所述比例调压阀的控制端和电磁换向阀的控制端均与所述控制模块连接;
5、所述控制模块能够根据预设数据,生成气压控制信号和方向控制信号,所述比例调压阀能够根据气压控制信号,调节输送至电磁换向阀的气体气压,所述电磁换向阀能够根据方向控制信号,决定气体通往气缸的方向。
6、进一步地,所述研磨装置包括电机、传动轴和工件安装盘,所述电机的输出端与所述传动轴的一端连接,所述传动轴贯穿所述固定安装板,所述工件安装盘安装在传动轴的另一端。
7、进一步地,所述固定安装板设置有直线轴承,所述传动轴与所述直线轴承滑动连接。
8、进一步地,所述气缸的活塞端通过浮动接头与所述固定安装板连接。
9、进一步地,所述控制模块通过modbus rtu通讯协议与研磨装置控制器通信连接,所述研磨装置控制器用于控制研磨装置并将预设数据传输至控制模块中。
10、进一步地,所述固定安装板、活动安装板、研磨装置和气缸均安装在安装柜中,所述安装柜内安装有电气柜,所述控制模块、比例调压阀和电磁换向阀均安装在电气柜内。
11、进一步地,所述控制模块为plc控制器、单片机、arm芯片和dsp芯片中的一种。
12、本实用新型的有益效果:本实用新型通过控制模块对比例调压阀进行控制,比例调压阀调节气缸气压,以使气缸气压达到预设值,使得研磨装置达到下压的压力。本实用新型通过控制模块对比例调压阀进行控制以精准控制气缸力的大小,主动力控精度误差可以达到5%以内,在补偿浮动打磨部分的重力的同时实现精准的力控效果,有效提高了压力控制精度,提高了研磨效率。
技术特征:
1.一种主动式力控平面研磨系统,其特征在于,包括固定安装板(10)、活动安装板(11)、研磨装置、气缸(3)、控制模块(101)、比例调压阀(105)、电磁换向阀(106)和气源(104),所述研磨装置竖直安装在所述活动安装板(11)上,所述研磨装置的输出轴贯穿所述固定安装板(10),所述气缸(3)竖直安装在所述活动安装板(11)上,所述气缸(3)的活塞端与所述固定安装板(10)连接;
2.如权利要求1所述的主动式力控平面研磨系统,其特征在于,所述研磨装置包括电机(4)、传动轴(8)和工件安装盘(9),所述电机(4)的输出端与所述传动轴(8)的一端连接,所述传动轴(8)贯穿所述固定安装板(10),所述工件安装盘(9)安装在传动轴(8)的另一端。
3.如权利要求2所述的主动式力控平面研磨系统,其特征在于,所述固定安装板(10)设置有直线轴承(7),所述传动轴(8)与所述直线轴承(7)滑动连接。
4.如权利要求1所述的主动式力控平面研磨系统,其特征在于,所述气缸(3)的活塞端通过浮动接头(5)与所述固定安装板(10)连接。
5.如权利要求1所述的主动式力控平面研磨系统,其特征在于,所述控制模块(101)通过modbus rtu通讯协议与研磨装置控制器(102)通信连接,所述研磨装置控制器(102)用于控制研磨装置并将预设数据传输至控制模块(101)中。
6.如权利要求1所述的主动式力控平面研磨系统,其特征在于,所述固定安装板(10)、活动安装板(11)、研磨装置和气缸(3)均安装在安装柜(2)中,所述安装柜(2)内安装有电气柜(1),所述控制模块(101)、比例调压阀(105)和电磁换向阀(106)均安装在电气柜(1)内。
7.如权利要求1所述的主动式力控平面研磨系统,其特征在于,所述控制系统为plc控制器、单片机、arm芯片和dsp芯片中的一种。
技术总结
本技术涉及平面研磨技术领域,尤其涉及一种主动式力控平面研磨系统,包括固定安装板、活动安装板、浮动接头、研磨装置、气缸、控制模块、比例调压阀、电磁换向阀和气源,研磨设备竖直安装在活动安装板上,研磨设备的输出轴贯穿固定安装板,气缸竖直安装在活动安装板上,气缸的活塞端通过浮动接头与固定安装板连接;气源连接比例调压阀的进气口,比例调压阀的出气口连接电磁换向阀的进气口,电磁换向阀的两个出气口分别连接气缸的两个进气口;比例调压阀的控制端和电磁换向阀的控制端均与控制模块连接。本技术通过控制模块对比例调压阀进行控制以精准控制气缸力的大小,有效提高了压力控制精度,提高了研磨效率。
技术研发人员:陈凡,宋浩新,胡轩
受保护的技术使用者:江苏集萃华科智能装备科技有限公司
技术研发日:20230519
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!