歧管砂型定位工装的制作方法
本技术属于歧管制造,具体为歧管砂型定位工装。
背景技术:
1、对于化油器式或节气门体汽油喷射式发动机,歧管指的是化油器或节气门体之后到气缸盖进气道之前的进气管路。它的功用是将空气、燃油混合气由化油器或节气门体分配到各缸进气道,目前歧管在铸造时主要采用砂型铸造。
2、其中,砂箱是必需的通用铸造工装,砂箱分为上砂箱、下砂箱、附属件等,以往通常情况是将上砂箱和下砂箱使用螺栓固定方式进行合箱,合箱和开箱时较为繁琐,而且在使用的过程中容易出现螺纹滑丝现象,影响到定位效果。
3、鉴于此,提出了歧管砂型定位工装。
技术实现思路
1、本实用新型的目的在于:为了解决上述提出的问题,提供歧管砂型定位工装。
2、本实用新型采用的技术方案如下:歧管砂型定位工装,包括上砂箱和下砂箱,所述下砂箱的上端两侧焊接固定有插入块,所述插入块的外端面开设有安装槽;
3、所述上砂箱的下端两侧焊接固定有定位套,所述定位套的内端设置有定位块,所述定位块的外端固定连接有移动杆,所述移动杆上套设有弹簧;
4、所述下砂箱的上侧四端开设有限位插孔。
5、在一优选的实施方式中,所述上砂箱的底部四端对应限位插孔的尺寸焊接固定有限位插杆。
6、在一优选的实施方式中,所述下砂箱和上砂箱的左右两侧均设置有手孔。
7、在一优选的实施方式中,所述定位套内开设有满足插入块插入的空腔,所述插入块的上端面和定位块的下端面均设有相同的坡面,所述坡面的坡度为55~65°。
8、在一优选的实施方式中,所述安装槽的宽度与定位块的宽度相同,所述定位套的相离一端均固定安装有连接罩,所述连接罩内设有满足移动杆移动的空腔。
9、在一优选的实施方式中,所述弹簧的另一端固定在连接罩的内壁上,所述移动杆的一端穿过连接罩开设的通孔并固定连接有握把。
10、综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
11、1、本实用新型中,在将上砂箱放入到下砂箱上时,底部的插入块向定位套内插入,在插入的过程中,带动定位块向外端一侧移动,当安装槽移动到定位块一侧时,由于缺少支撑力,此时弹簧带动定位块复位,便可插入到安装槽内,能够完成自动合箱定位,不需要人工进行合箱定位,能够提高歧管铸造成型的质量。
12、2、本实用新型中,拆模时,向外拽出握把,便可带动移动杆和定位块向外端一侧移动,此时便可将上模向上拽出,完成开模操作,能够实现快速开合箱操作,有效的提高工作效率。
技术特征:
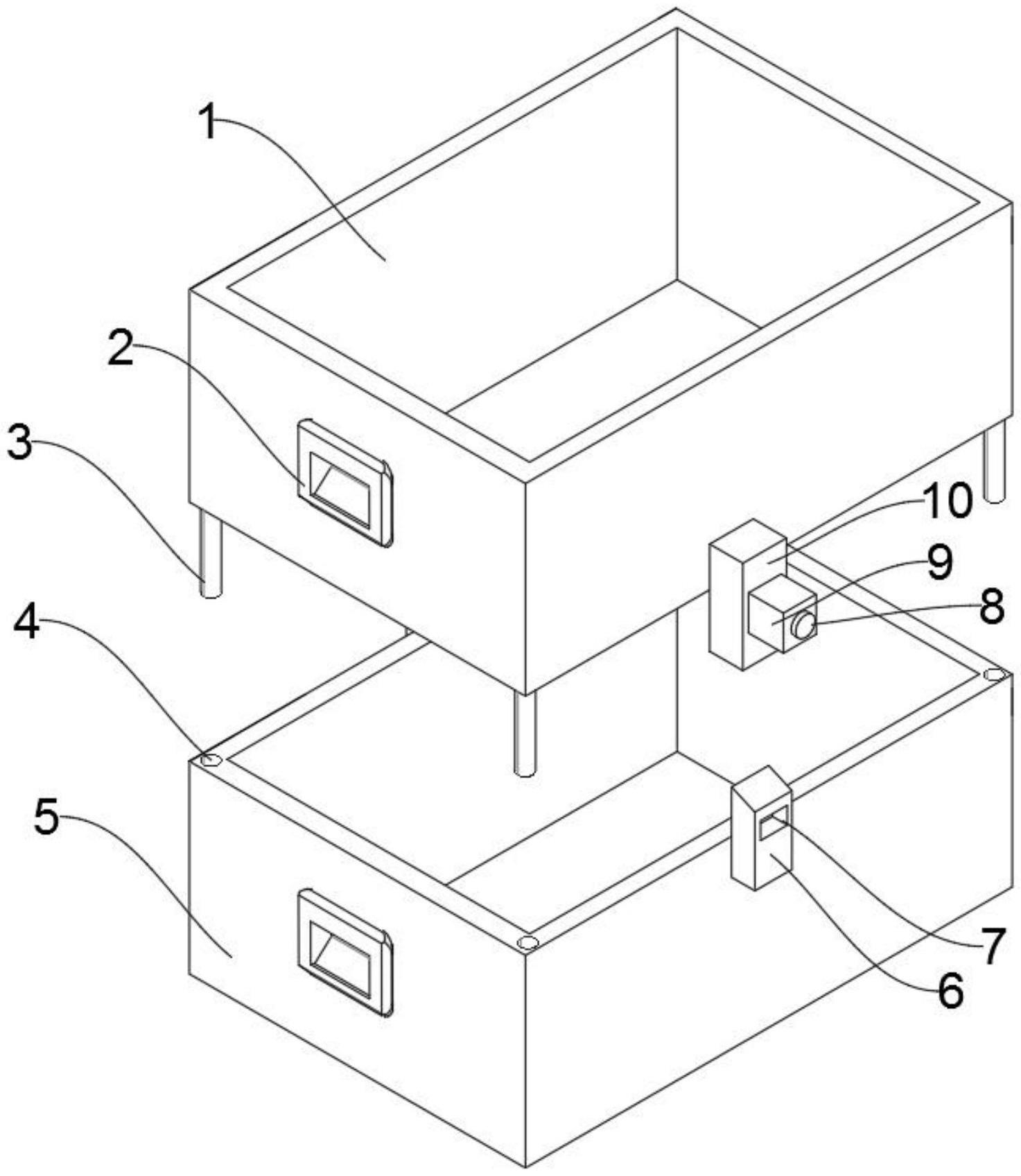
1.歧管砂型定位工装,包括上砂箱(1)和下砂箱(5),其特征在于:所述下砂箱(5)的上端两侧焊接固定有插入块(6),所述插入块(6)的外端面开设有安装槽(7);
2.如权利要求1所述的歧管砂型定位工装,其特征在于:所述上砂箱(1)的底部四端对应限位插孔(4)的尺寸焊接固定有限位插杆(3)。
3.如权利要求1所述的歧管砂型定位工装,其特征在于:所述下砂箱(5)和上砂箱(1)的左右两侧均设置有手孔(2)。
4.如权利要求1所述的歧管砂型定位工装,其特征在于:所述定位套(10)内开设有满足插入块(6)插入的空腔,所述插入块(6)的上端面和定位块(11)的下端面均设有相同的坡面,所述坡面的坡度为55~65°。
5.如权利要求1所述的歧管砂型定位工装,其特征在于:所述安装槽(7)的宽度与定位块(11)的宽度相同,所述定位套(10)的相离一端均固定安装有连接罩(9),所述连接罩(9)内设有满足移动杆(12)移动的空腔。
6.如权利要求1所述的歧管砂型定位工装,其特征在于:所述弹簧(13)的另一端固定在连接罩(9)的内壁上,所述移动杆(12)的一端穿过连接罩(9)开设的通孔并固定连接有握把(8)。
技术总结
本技术公开了歧管砂型定位工装,包括上砂箱和下砂箱,所述下砂箱的上端两侧焊接固定有插入块,所述插入块的外端面开设有安装槽;所述上砂箱的下端两侧焊接固定有定位套。本装置在合箱时,首先将上砂箱的限位插杆插入到限位插孔内,完成初步定位,在初步定位的过程中,底部的插入块向定位套内插入,在插入的过程中,带动定位块向外端一侧移动,当安装槽移动到定位块一侧时,由于缺少支撑力,此时弹簧带动定位块复位,便可插入到安装槽内,完成合箱操作,能够提高歧管铸造成型的质量;当拆模时,向外拽出握把,便可带动移动杆和定位块向外端一侧移动,此时便可将上模向上拽出,完成开模操作,能够实现快速开合箱操作,有效的提高工作效率。
技术研发人员:陈彬,段戈扬,温递清
受保护的技术使用者:康硕(德阳)智能制造有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!