一种弧形铸件的手动定位工装的制作方法
本技术涉及铸件加工,具体涉及一种弧形铸件的手动定位工装。
背景技术:
1、铸件可以通过打磨设备或人工进行打磨加工,人工打磨也能够对打磨设备的打磨死角进行打磨,打磨方式更为灵活。
2、在人工打磨前需要先将铸件搬运至定位工装上进行固定,便于后续打磨,但铸件的形状通常不规则,对于底部呈弧形且质量较重的铸件,其型号和尺寸繁多,所以其手动定位工装相对复杂,支撑件、导向件和定位件等工装繁多且体积大不易换型,此类工装在换型后通常使用工业相机拍照,以进行视觉校对,提高铸件定位精度。
3、在对不同尺寸和外形的铸件进行打磨时,需要使用不同的工装夹具和不同的支撑点对铸件进行固定,目前多数情况下是通过人工拆卸和安装各个工装夹具的安装螺丝,来替换合适的工装夹具,以保证工装与对应型号铸件的一致性。螺丝拆装更换工作速度慢,效率低,而且,螺丝孔随着更换次数的增加会导致损坏或者滑牙,轻则影响打磨效果,重则引发安全事故。
技术实现思路
1、(一)要解决的技术问题
2、鉴于现有技术的上述缺点和不足,本实用新型提供一种弧形铸件的手动定位工装,其解决了现有铸件的手动定位工装换型时效率较低的技术问题。
3、(二)技术方案
4、为了达到上述目的,本实用新型的弧形铸件的手动定位工装包括:
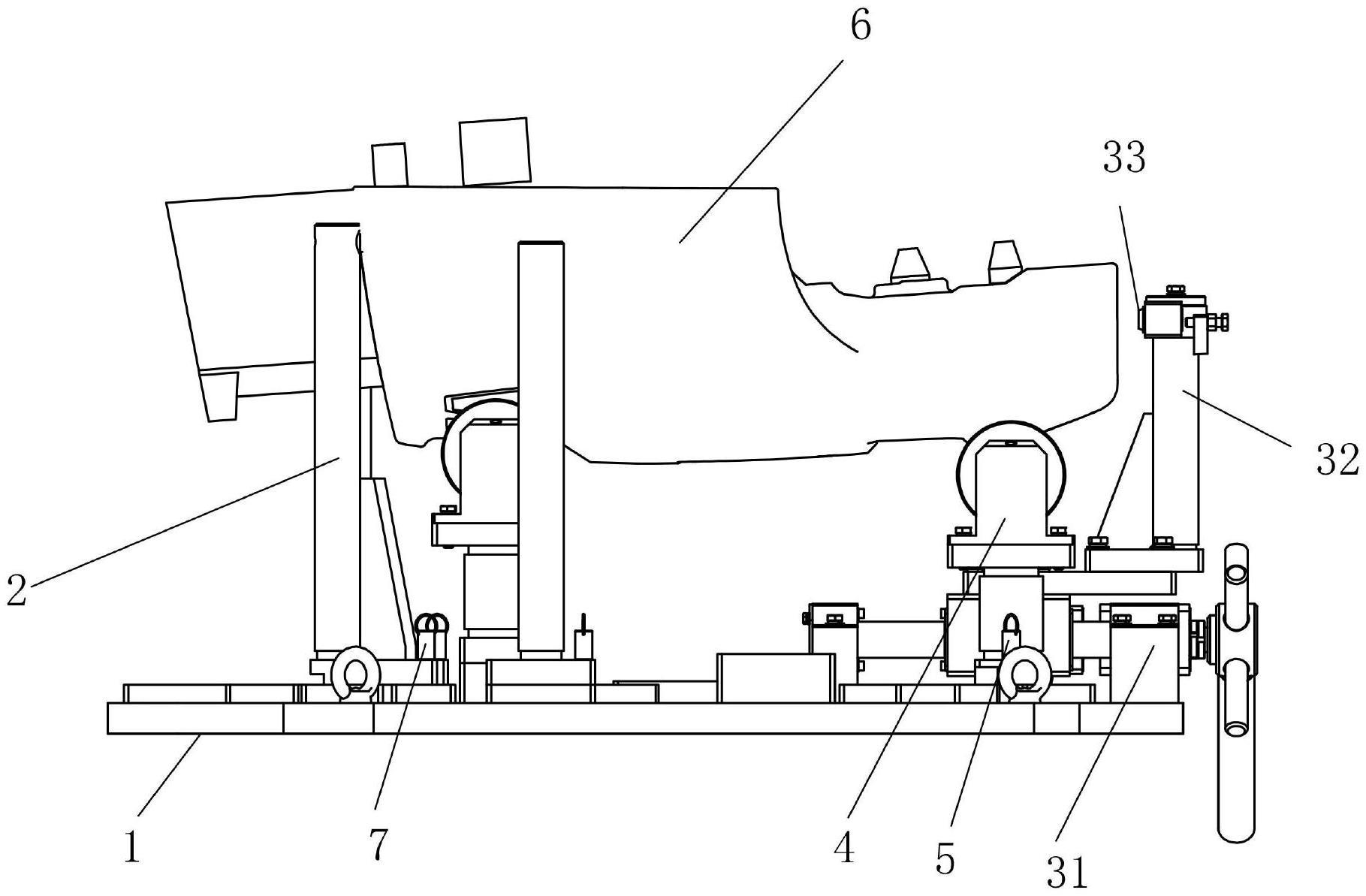
5、基板,所述基板上设置有多个安装板;
6、多根立柱,多根所述立柱与多个所述安装板一一对应通过插销可拆卸连接;
7、夹持机构,所述夹持机构设置于所述基板上,并能够抵接或远离铸件;
8、多个弧形支撑件,多个所述弧形支撑件与多个所述安装板一一对应通过销钉可拆卸连接;
9、其中,多根所述立柱、所述夹持机构和多个所述弧形支撑件相互配合能够对铸件进行支撑和夹紧。
10、可选地,所述弧形支撑件包括弧形板、第一连接件和限位件;
11、所述第一连接件的顶端设置有所述弧形板,所述第一连接件的底端设置有所述限位件,所述限位件与所述安装板通过所述销钉可拆卸连接。
12、可选地,所述限位件包括第一插销板、第二连接件和限位键;
13、所述第一插销板的顶端与所述第一连接件连接,所述第一插销板的底端与所述第二连接件连接;所述限位键设置于所述第二连接件上;
14、所述安装板上设置有限位槽,所述限位键能够卡合于所述限位槽内,以对所述弧形支撑件在水平面内的转动进行限位。
15、可选地,所述第一插销板上开设有第一插销孔;
16、所述第一插销孔与所述销钉可拆卸连接且所述销钉能够插入所述安装板上的第二插销孔内。
17、可选地,所述限位件包括第一插销板;
18、所述第一插销板上开设有多个第一插销孔,多个所述销钉能够一一对应地插入多个所述第一插销孔,所述销钉均能够插入所述安装板上的第二插销孔内。
19、可选地,所述弧形板为滚轮;
20、所述滚轮与所述第一连接件转动连接。
21、可选地,所述夹持机构包括滑移组件、夹臂和抵接件;
22、所述滑移组件设置于所述基板上;
23、所述夹臂设置于所述滑移组件上,并能够相对于所述基板水平滑动;
24、所述抵接件设置于所述夹臂靠近铸件的一面上。
25、可选地,所述滑移组件包括丝杆、滑块和成对的轴承座;
26、成对的所述轴承座设置于所述基板上;
27、所述丝杆的两端一一对应地与成对的所述轴承座转动连接;
28、所述滑块与所述丝杆螺纹连接,并与所述基板抵接;
29、所述夹臂设置于所述滑块上。
30、可选地,所述立柱包括顶撑件和第二插销板;
31、所述顶撑件设置于所述第二插销板的顶端;
32、所述第二插销板上开设有通孔,所述插销能够插入所述通孔和所述安装板上的第二插销孔内。
33、可选地,所述立柱还设置有加强筋;
34、所述加强筋的侧面与所述顶撑件连接,所述加强筋的底端与所述第二插销板连接。
35、(三)有益效果
36、本实用新型的有益效果是:多根立柱与多个安装板一一对应通过插销可拆卸连接,多个弧形支撑件与多个安装板一一对应通过销钉可拆卸连接。通过在基板上设置多个安装板,多个安装板的安装位置根据多类型号铸件所需的定位位置对应设置,安装板可以视为提前布置于基板的基准,从而能够保证铸件的定位精度,降低工业相机进行视觉校对的频率。
37、多根立柱和多个弧形支撑件能够根据铸件的型号对应更换在基板上安装位置,即在同一基板上能够进行多类型号铸件的固定,减少远距离频繁搬运大型工装的工况,降低工装的换型难度。且在多类型号铸件的定位工装中,某些型号铸件的定位工装可以共用,因此也可以减少定位工装的需求数量,节省占用空间。
38、工装换型时能够通过插销实现立柱与安装板的快速拆装,以及通过销钉实现弧形支撑件与安装板的快速拆装。插销和销钉可以根据铸件的型号对应设置形状、大小,插销只需插入立柱与安装板内就能够对立柱进行限位,相较于传统的螺栓连接的方式,插销的连接方式拆装更加方便、快捷,销钉同理。
39、夹持机构设置于基板上,并能够抵接或远离铸件。夹持机构能够与立柱、弧形支撑件配合,将铸件夹持在基板上,便于后续打磨。夹持机构能够推动铸件,使铸件与立柱和弧形支撑件充分抵接,减小铸件的放置误差,进行尺寸补偿,从而提高对铸件的定位精度。
技术特征:
1.一种弧形铸件的手动定位工装,其特征在于,所述手动定位工装包括:
2.根据权利要求1所述的弧形铸件的手动定位工装,其特征在于,所述弧形支撑件(4)包括弧形板(41)、第一连接件(42)和限位件(43);
3.根据权利要求2所述的弧形铸件的手动定位工装,其特征在于,所述限位件(43)包括第一插销板(431)、第二连接件(432)和限位键(433);
4.根据权利要求3所述的弧形铸件的手动定位工装,其特征在于,所述第一插销板(431)上开设有第一插销孔;
5.根据权利要求2所述的弧形铸件的手动定位工装,其特征在于,所述限位件(43)包括第一插销板(431);
6.根据权利要求2所述的弧形铸件的手动定位工装,其特征在于,所述弧形板(41)为滚轮;
7.根据权利要求1-6中任意一项所述的弧形铸件的手动定位工装,其特征在于,所述夹持机构(3)包括滑移组件(31)、夹臂(32)和抵接件(33);
8.根据权利要求7所述的弧形铸件的手动定位工装,其特征在于,所述滑移组件(31)包括丝杆、滑块和成对的轴承座;
9.根据权利要求1-6中任意一项所述的弧形铸件的手动定位工装,其特征在于,所述立柱(2)包括顶撑件(21)和第二插销板(22);
10.根据权利要求9所述的弧形铸件的手动定位工装,其特征在于,所述立柱(2)还设置有加强筋(23);
技术总结
本技术涉及铸件加工技术领域,具体涉及一种弧形铸件的手动定位工装,手动定位工装包括基板、多根立柱、夹持机构和多个弧形支撑件。基板上设置有多个安装板;多根立柱与多个安装板一一对应通过插销可拆卸连接;夹持机构设置于基板上,并能够抵接或远离铸件;多个弧形支撑件与多个安装板一一对应通过销钉可拆卸连接;多根立柱、夹持机构和多个弧形支撑件相互配合能够对铸件进行支撑和夹紧。安装板可以视为提前布置于基板的基准,从而能够保证铸件的定位精度,降低工业相机进行视觉校对的频率。工装换型时能够通过插销实现立柱与安装板的快速拆装,以及通过销钉实现弧形支撑件与安装板的快速拆装,插销、销钉的连接方式拆装更加方便、快捷。
技术研发人员:何奇,宋子鹏,张武坤,曹令亚
受保护的技术使用者:湖南全宇工业设备有限公司
技术研发日:20230526
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!