砂芯浸涂装置的制作方法
本技术涉及砂芯浸涂设备,具体而言,涉及砂芯浸涂装置。
背景技术:
1、砂芯是铸造生产中用于制造型芯的材料,由铸造砂、型砂粘结剂等组成。砂芯浸涂是将砂芯浸没在涂料中,来保证制成的砂芯表面相对光滑。
2、目前的浸涂工艺是手工将砂芯放入涂料桶内,不仅浪费人力、工作效率低下,而且可能浸涂的均匀性较差。
技术实现思路
1、本实用新型的目的在于提供一种砂芯浸涂装置,以缓解现有技术中手工浸涂效率低的技术问题。
2、第一方面,本实用新型实施例提供了一种砂芯浸涂装置,包括浸涂池、溢流池、混料罐、清洗池和机械臂;
3、所述混料罐与所述浸涂池连通,所述溢流池与所述浸涂池的溢流口连通;
4、所述机械臂能够夹持待浸涂砂芯进入到所述浸涂池内;
5、所述机械臂的夹爪能够浸入所述清洗池内。
6、结合第一方面,本实用新型实施例提供了第一方面的一种可能的实施方式,其中,上述清洗池内设置有用于清洗所述机械臂的夹爪的水压喷头。
7、结合第一方面,本实用新型实施例提供了第一方面的一种可能的实施方式,其中,上述清洗池内设置有用于清洗所述机械臂的夹爪的气动喷头。
8、结合第一方面,本实用新型实施例提供了第一方面的一种可能的实施方式,其中,上述清洗池内设置有用于清洗所述机械臂的夹爪的毛刷。
9、结合第一方面,本实用新型实施例提供了第一方面的一种可能的实施方式,其中,上述浸涂池的溢流口设置有过滤网。
10、结合第一方面,本实用新型实施例提供了第一方面的一种可能的实施方式,其中,上述浸涂池的底部呈漏斗状,并且所述浸涂池的底部设置有过滤清理口。
11、结合第一方面,本实用新型实施例提供了第一方面的一种可能的实施方式,其中,上述浸涂池内设置有搅拌件。
12、结合第一方面,本实用新型实施例提供了第一方面的一种可能的实施方式,其中,上述混料罐通过给料管路与所述溢流池连通,所述给料管路上设置有给料泵。
13、结合第一方面,本实用新型实施例提供了第一方面的一种可能的实施方式,其中,上述溢流池内设置液位传感器,所述液位传感器与所述给料泵电连接。
14、结合第一方面,本实用新型实施例提供了第一方面的一种可能的实施方式,其中,上述浸涂池的底部设置有进料喷头,所述进料喷头通过循环泵与所述溢流池连通。
15、有益效果:
16、本实用新型提供了一种砂芯浸涂装置,包括浸涂池、溢流池、混料罐、清洗池和机械臂;混料罐与浸涂池连通,溢流池与浸涂池的溢流口连通;机械臂能够夹持待浸涂砂芯进入到浸涂池内;机械臂的夹爪能够浸入清洗池内。
17、具体的,在对砂芯进行浸涂工作时,机械臂上的夹爪能够夹持住砂芯,然后将砂芯浸入到浸涂池内进行浸涂工作,然后机械臂将浸涂后的砂芯移送至指定位置,然后对下一个待浸涂砂芯进行浸涂工作,另外在完成设定个数砂芯的浸涂工作后,机械臂能够将夹爪一直清洗池内进行清洗,将夹爪上的浸涂液清洗掉,避免夹爪上附着的浸涂液影响浸涂工作正常进行,另外,在浸涂过程中,混料罐内的浸涂液能够输送至溢流池内,然后从溢流口流到浸涂池内,保证浸涂池内的浸涂液的液面稳定,通过这样的设置,使得砂芯浸涂工装能够稳定自动进行,提高生产效率。
技术特征:
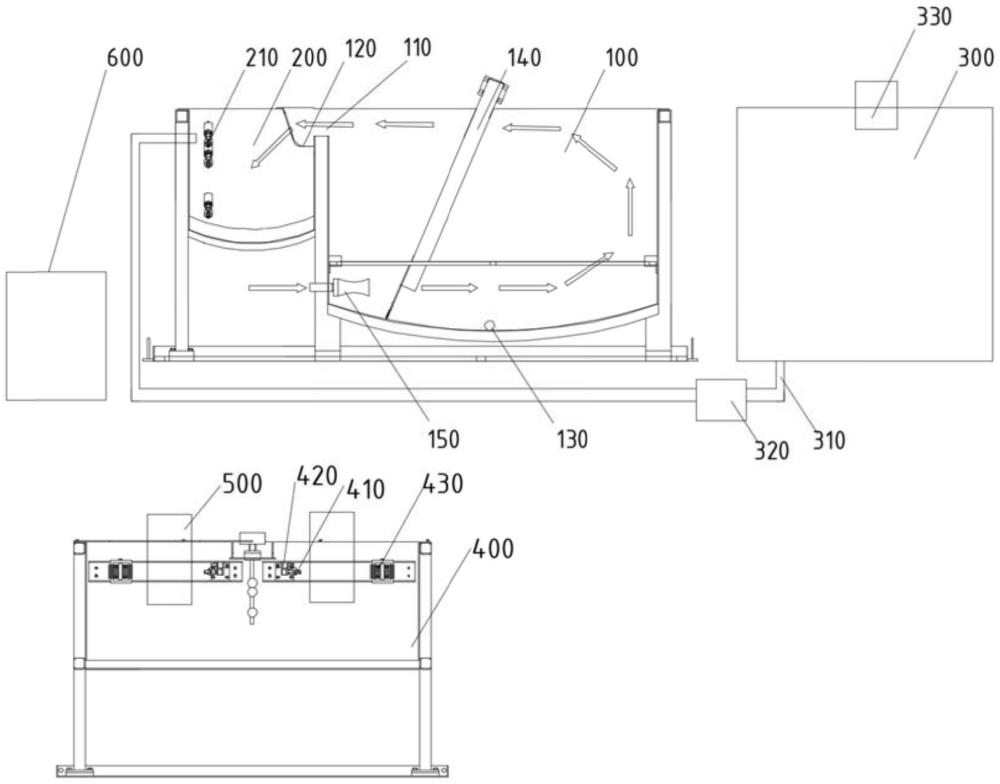
1.一种砂芯浸涂装置,其特征在于,包括:浸涂池(100)、溢流池(200)、混料罐(300)、清洗池(400)和机械臂;
2.根据权利要求1所述的砂芯浸涂装置,其特征在于,所述清洗池(400)内设置有用于清洗所述机械臂的夹爪(500)的水压喷头(410)。
3.根据权利要求2所述的砂芯浸涂装置,其特征在于,所述清洗池(400)内设置有用于清洗所述机械臂的夹爪(500)的气动喷头(420)。
4.根据权利要求3所述的砂芯浸涂装置,其特征在于,所述清洗池(400)内设置有用于清洗所述机械臂的夹爪(500)的毛刷(430)。
5.根据权利要求1所述的砂芯浸涂装置,其特征在于,所述浸涂池(100)的溢流口(110)设置有过滤网(120)。
6.根据权利要求5所述的砂芯浸涂装置,其特征在于,所述浸涂池(100)的底部呈漏斗状,并且所述浸涂池(100)的底部设置有过滤清理口(130)。
7.根据权利要求6所述的砂芯浸涂装置,其特征在于,所述浸涂池(100)内设置有搅拌件(140)。
8.根据权利要求1所述的砂芯浸涂装置,其特征在于,所述混料罐(300)通过给料管路(310)与所述溢流池(200)连通,所述给料管路(310)上设置有给料泵(320)。
9.根据权利要求8所述的砂芯浸涂装置,其特征在于,所述溢流池(200)内设置有液位传感器(210),所述液位传感器(210)与所述给料泵(320)电连接。
10.根据权利要求8所述的砂芯浸涂装置,其特征在于,所述浸涂池(100)的底部设置有进料喷头(150),所述进料喷头(150)通过循环泵(600)与所述溢流池(200)连通。
技术总结
本技术提供了一种砂芯浸涂装置,涉及砂芯浸涂设备的技术领域。砂芯浸涂装置包括浸涂池、溢流池、混料罐、清洗池和机械臂;混料罐与浸涂池连通,溢流池与浸涂池的溢流口连通;机械臂能够夹持待浸涂砂芯进入到浸涂池内;机械臂的夹爪能够浸入清洗池内。达到了提高浸涂效率的技术效果。
技术研发人员:李嘉,徐孝元,李文杰
受保护的技术使用者:苏州明志科技股份有限公司
技术研发日:20230606
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!