一种热喷涂用保护工装的制作方法
本技术涉及工装,具体为一种热喷涂用保护工装。
背景技术:
1、热喷涂是指将涂层材料加热熔化,用高速气流将其雾化成极细的颗粒,并以很高的速度喷射到工件表面,形成涂层,根据需要选用不同的涂层材料,可以获得耐磨损、耐腐蚀、抗氧化、耐热等方面的一种或数种性能,热喷涂过程采用保护工作,对零件的特定部位进行遮挡防护,比如现有技术中,如专利申请号为201820212788.6,公开的一种热喷涂用保护工装,包括一连接环,所述连接环的内环设有螺纹连接内齿,所述连接环的外环上端设有耐高温挡板,还包括一组弹性连接环组,所述该组弹性连接环组中,每一个弹性连接环的外环设有可和所述螺纹连接内齿相配合连接的螺纹连接外齿,且每一个弹性连接环的内环直径均不相同;并且所述该组弹性连接环中,每一个弹性连接环的左端均嵌设有一耐高温套环结构;本实用新型采用弹性固定结构,可对不同直径的旋转喷涂物进行快速的连接遮盖和快速的拆卸,同时采用耐高温材料,提高了遮盖的效果。
2、在实际使用过程仍存在一些不足,具体为,当喷涂工件数量庞大,将工件内逐个安装防护工装,安装和拆卸的工作量都相当大,特别是当工件有螺纹牙的时候,如上述方案,螺纹拆装时旋进、旋出都非常麻烦,工作效率低下,有待进一步改进。
技术实现思路
1、本实用新型的目的在于提供一种热喷涂用保护工装,以解决上述背景技术中提出的问题。
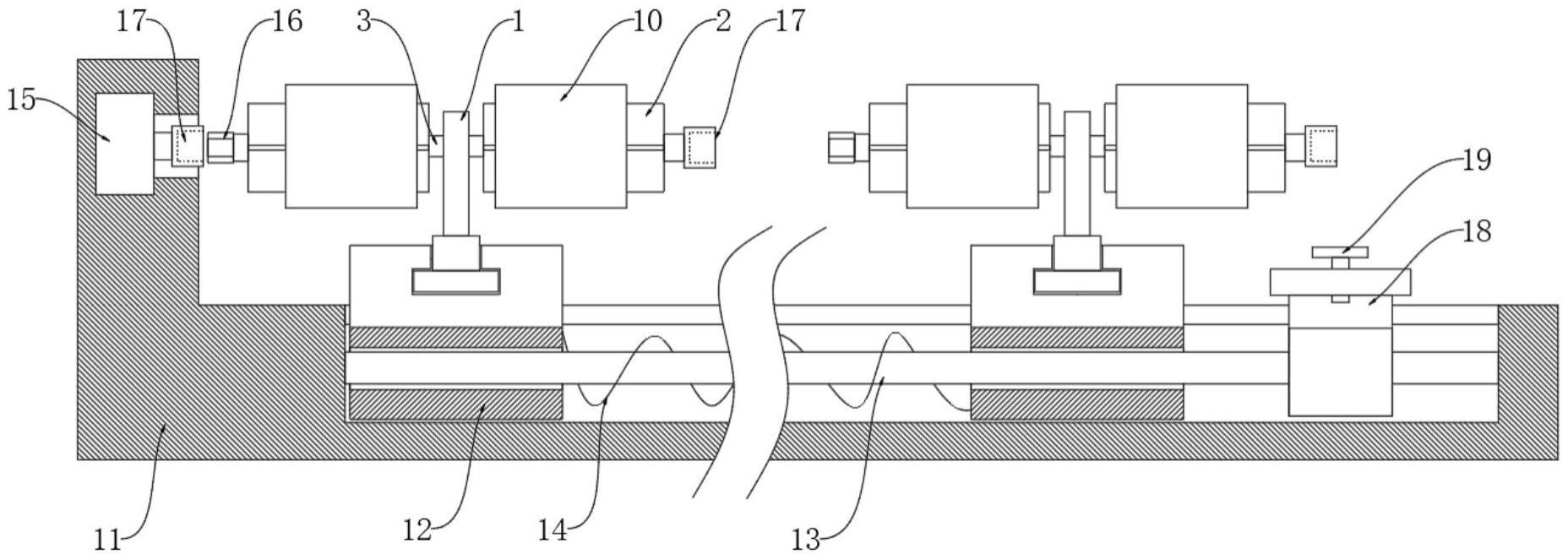
2、为实现上述目的,本实用新型提供如下技术方案:一种热喷涂用保护工装,包括放置底座和芯套,所述放置底座上转动安装有连接轴,连接轴的两端对称固定有安装有组装块,组装块上活动安装有传动组件,所述芯套为两瓣结构,两瓣的芯套通过传动组件与组装块连接。
3、所述传动组件包括中心轴、复位拉簧、第一支撑板、第二支撑板和导向柱;
4、所述两瓣的芯套的内壁均固定安装有导向柱,所述导向柱滑动插入所述组装块内;
5、所述中心轴滑动插装在组装块的侧面,第一支撑板、第二支撑板的两端,分别与芯套和中心轴转动连接,复位拉簧套设在中心轴的表面,且复位拉簧的两端分别与组装块和中心轴固定连接,两瓣的芯套分别设置在组装块和中心轴上下侧。
6、优选的,所述芯套的表面开设有螺纹牙,芯套的表面套设有待加工工件,待加工工件的内螺纹牙与芯套的螺纹牙吻合。
7、优选的,该保护工装还包括驱动座,驱动座的上表面开设有滑槽,滑槽内固定安装有导向光杆,导向光杆的表面滑动安装有若干个连接座,相邻连接座之间设置有抵紧弹簧,所述连接座沿滑槽的方向左右滑动。
8、优选的,所述连座的正面开设有t型滑槽,所述放置底座的下端可滑动安装在所述t型滑槽内,连接座内滑动设置有弹性限位球头,弹性限位球头在弹簧的作用下,抵紧在放置底座侧面的凹槽内。
9、优选的,所述驱动座的侧面固定安装有驱动电机,所述连接轴的两端分别固定安装有六方柱和内六方套,所述驱动电机的旋转也固定安装有内六方套,所述六方柱可滑动插入所述内六方套的内孔内。
10、优选的,所述驱动座的滑槽内还滑动安装有定位座,定位座的上表面螺纹安装有锁紧螺栓,所述锁紧螺栓的螺纹端可抵紧在驱动座的上表面。
11、有益效果
12、本实用新型提供了一种热喷涂用保护工装,具备以下有益效果:
13、1.该热喷涂用保护工装,通过设置两瓣结构的芯套,芯套膨胀对待加工工件固定,保护待加工工件的内孔不被喷涂,向外拉中心轴,使芯套直径缩小,以便将待加工工件拆卸下来,该设计同样适用于有内螺纹牙的工件,虽芯套表面设置有螺纹牙,但安装和拆卸工件时,不需要螺纹旋转安装工件,通过缩小芯套直径取下或安装待加工工件,从而使之拆装更加方便,操作简便,大大提高工作效率。
14、2.该热喷涂用保护工装,通过设置驱动座,将放置底座安装在连接座上,使各个中心轴首尾相连,利用一个驱动电机驱动多个待加工工件旋转,以便进行旋转的喷涂,适用于批量工件的喷涂作业,而且,在拆卸过程中,在抵紧弹簧的作用下,各个连接座相互分离,使相邻的中心轴相反分开一段距离,使待加工工件能够更加方便的取下,从而使该保护工装满足批量工件喷涂加工的需求,达到方便拆装的效果。
技术特征:
1.一种热喷涂用保护工装,包括放置底座(1)和芯套(2),其特征在于:所述放置底座(1)上转动安装有连接轴(3),连接轴(3)的两端对称固定有安装有组装块(4),组装块(4)上活动安装有传动组件,所述芯套(2)为两瓣结构,两瓣的芯套(2)通过传动组件与组装块(4)连接;
2.根据权利要求1所述的一种热喷涂用保护工装,其特征在于:所述芯套(2)的表面开设有螺纹牙,芯套(2)的表面套设有待加工工件(10),待加工工件(10)的内螺纹牙与芯套(2)的螺纹牙吻合。
3.根据权利要求1-2任一项所述的一种热喷涂用保护工装,其特征在于:该保护工装还包括驱动座(11),驱动座(11)的上表面开设有滑槽,滑槽内固定安装有导向光杆(13),导向光杆(13)的表面滑动安装有若干个连接座(12),相邻连接座(12)之间设置有抵紧弹簧(14),所述连接座(12)沿滑槽的方向左右滑动。
4.根据权利要求3所述的一种热喷涂用保护工装,其特征在于:所述连接座(12)的正面开设有t型滑槽,所述放置底座(1)的下端可滑动安装在所述t型滑槽内,连接座(12)内滑动设置有弹性限位球头(20),弹性限位球头(20)在弹簧的作用下,抵紧在放置底座(1)侧面的凹槽内。
5.根据权利要求4所述的一种热喷涂用保护工装,其特征在于:所述驱动座(11)的侧面固定安装有驱动电机(15),所述连接轴(3)的两端分别固定安装有六方柱(16)和内六方套(17),所述驱动电机(15)的旋转也固定安装有内六方套(17),所述六方柱(16)可滑动插入所述内六方套(17)的内孔内。
6.根据权利要求5所述的一种热喷涂用保护工装,其特征在于:所述驱动座(11)的滑槽内还滑动安装有定位座(18),定位座(18)的上表面螺纹安装有锁紧螺栓(19),所述锁紧螺栓(19)的螺纹端可抵紧在驱动座(11)的上表面。
技术总结
本技术公开了一种热喷涂用保护工装,包括放置底座和芯套,所述放置底座上转动安装有连接轴,连接轴的两端对称固定有安装有组装块,组装块上活动安装有传动组件,所述芯套为两瓣结构,两瓣的芯套通过传动组件与组装块连接,所述传动组件包括中心轴、复位拉簧、第一支撑板、第二支撑板和导向柱。通过设置两瓣结构的芯套,芯套膨胀对待加工工件固定,保护待加工工件的内孔不被喷涂,向外拉中心轴,使芯套直径缩小,以便将待加工工件拆卸下来,该设计同样适用于有内螺纹牙的工件,虽芯套表面设置有螺纹牙,但安装和拆卸工件时,不需要螺纹旋转安装工件,通过缩小芯套直径取下或安装待加工工件,从而使之拆装更加方便。
技术研发人员:景小雷,刘亚琼
受保护的技术使用者:青岛海纳科达增材制造有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!