用于版辊加工的高速双研磨头研磨机的制作方法
本技术涉及版辊加工设备,具体涉及一种用于版辊加工的高速双研磨头研磨机。
背景技术:
1、凹印版辊是一种印刷模具,凹印版辊加工需要对版辊的外圆进行研磨,现有版辊外圆研磨设备,都是采用三相异步电动机带动皮带轮作为动力,传动效率低、转速低,三相异步电动机产生震动对版辊外圆影响很大,研磨速度慢,研磨后表面粗糙度高。并且现有设备只能一个研磨轮工作,不能2个研磨轮同时工作,需要重复2次加工,效率极低。
技术实现思路
1、本实用新型提供了一种用于版辊加工的高速双研磨头研磨机,以解决现有技术存在的采用三相异步电动机效率低、研磨质量差以及单研磨工位加工效率低的问题。
2、本实用新型解决其技术问题所采用的技术方案是:
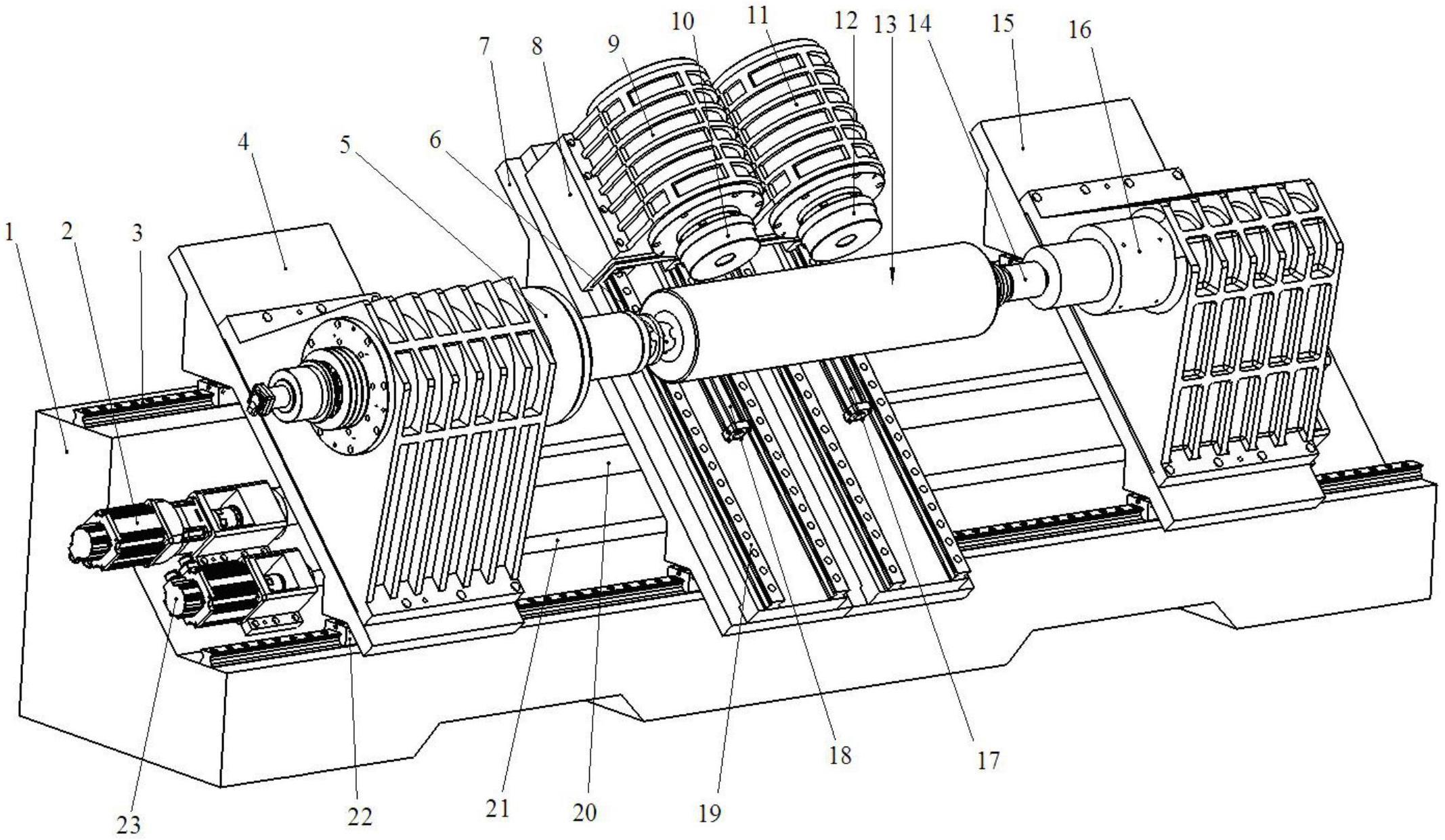
3、一种用于版辊加工的高速双研磨头研磨机,包括床身、主轴进给伺服电机、主轴、双研磨机构和尾座,床身顶部平台和下部平台分别设置一条导轨a,主轴和尾座分别安装在主轴托板和尾座板上,主轴托板和尾座板分别通过底面的滑块在导轨a上移动,主轴进给伺服电机通过主轴尾座传动丝杠分别与主轴托板和尾座板相连,主轴尾座传动丝杠采用左右旋复合丝杠,主轴前端和尾座前端分别设置主轴顶尖和尾座顶尖,双研磨机构由中托进给伺服电机、中托板、高速研磨主轴a、研磨轮a、高速研磨主轴b、研磨轮b、气缸a和气缸b组成,中托进给伺服电机通过中托传动丝杠驱动中托板在机身的导轨a上移动,中托板上设置两组导轨b,高速研磨主轴a和高速研磨主轴b分别安装一个高速研磨轴板,气缸a的活塞杆和气缸b的活塞杆分别相应的高速研磨轴板相连,高速研磨主轴a端部与研磨轮a相连,高速研磨主轴b端部与研磨轮b相连。
4、本实用新型装置当操作人员将版辊放入研磨机时,主轴进给伺服电机通过控制主轴尾座传动丝杠,主轴和尾座通过左旋右旋丝杠同时向中间移动,将版辊夹紧,夹紧后,中托进给伺服电机控制中托传动丝杠将中拖板移动到主轴的位置,主轴转动带动版辊转动,高速研磨主轴b通过气缸a控制向下移动到与版辊外圆面接触,开始进行外圆研磨加工,同时向版辊加工处加水,中托进给伺服电机控制中托传动丝杠将中拖板向尾座的位置移动。同时高速研磨主轴a通过气缸b控制向下移动到与版辊外圆面接触。第二个研磨头开始进行外圆研磨加工,同时向版辊加工处加水直至将版辊加工完成。加工完成后,高速研磨主轴a和高速研磨主轴b分别通过气缸b和气缸a控制向上移动到指定位置。此时整个加工完成后,操作人员将版辊取下即可。
5、本实用新型中拖板一次进给即可完成整个加工过程,不需要2次重新加工,效率提升了2倍以上,研磨主轴采用高速电动主轴后,转速提升,效率也提升了,高速电动主轴无震动,对版辊外圆粗糙度有很大的提高,整体加工效果和效率得到了明显的提升,提高了加工效率,降低了人工成本。
技术特征:
1.一种用于版辊加工的高速双研磨头研磨机,其特征是包括床身、主轴进给伺服电机、主轴、双研磨机构和尾座,床身顶部平台和下部平台分别设置一条导轨a,主轴和尾座分别安装在主轴托板和尾座板上,主轴托板和尾座板分别通过底面的滑块在导轨a上移动,主轴进给伺服电机通过主轴尾座传动丝杠分别与主轴托板和尾座板相连,主轴尾座传动丝杠采用左右旋复合丝杠,主轴前端和尾座前端分别设置主轴顶尖和尾座顶尖,双研磨机构由中托进给伺服电机、中托板、高速研磨主轴a、研磨轮a、高速研磨主轴b、研磨轮b、气缸a和气缸b组成,中托进给伺服电机通过中托传动丝杠驱动中托板在机身的导轨a上移动,中托板上设置两组导轨b,高速研磨主轴a和高速研磨主轴b分别安装一个高速研磨轴板,气缸a的活塞杆和气缸b的活塞杆分别相应的高速研磨轴板相连,高速研磨主轴a端部与研磨轮a相连,高速研磨主轴b端部与研磨轮b相连。
技术总结
用于版辊加工的高速双研磨头研磨机,包括床身、主轴进给伺服电机、主轴、双研磨机构和尾座,主轴进给伺服电机通过主轴尾座传动丝杠分别与主轴托板和尾座板相连,主轴尾座传动丝杠采用左右旋复合丝杠,双研磨机构由中托进给伺服电机、中托板、高速研磨主轴A、研磨轮A、高速研磨主轴B、研磨轮B、气缸A和气缸B组成,气缸A的活塞杆和气缸B的活塞杆分别相应的高速研磨轴板相连。本技术中拖板一次进给即可完成整个加工过程,研磨主轴采用高速电动主轴后,转速提升,效率也提升了,高速电动主轴无震动,对版辊外圆粗糙度有很大的提高,整体加工效果和效率得到了明显的提升,提高了加工效率,降低了人工成本。
技术研发人员:唐永强,郭树涛
受保护的技术使用者:山东众成机床有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!