一种工件加工用正火冷却装置的制作方法
本技术涉及工件的正火风冷领域,尤其是涉及一种工件加工用正火冷却装置。
背景技术:
1、正火风冷是许多工件正火热处理的关键工序,对于批量工件要求均匀度高的正火风冷,通常采用风冷室正火风冷。目前,工件正火风冷主要有两种方式,第一种是下送风+上排风模式,该冷却方式是利用送风风机向下风箱内送入冷风,利用抽风机将上风罩内的热风抽出,这种风冷方式容易出现上下冷却不均匀的情况。第二种风冷方式是利用一台鼓风机和多个阀门实现风冷室的上下交替排风,但是由于风冷室为正压,对风冷室的密封要求较高;在改变风向时需要对多个阀门进行联动控制,管路及控制较为复杂;再者,由于风冷室连接的风管均为大直径风管,现有交替排风方式的管路较多,使得整个风冷系统很庞大,占用空间大。
技术实现思路
1、有鉴于此,本实用新型提供了一种工件加工用正火冷却装置,不仅能使风冷室处于负压状态,还能实现上下交替送风,还能简化冷风系统,便于控制。
2、为实现上述目的,本发明采取下述技术方案:
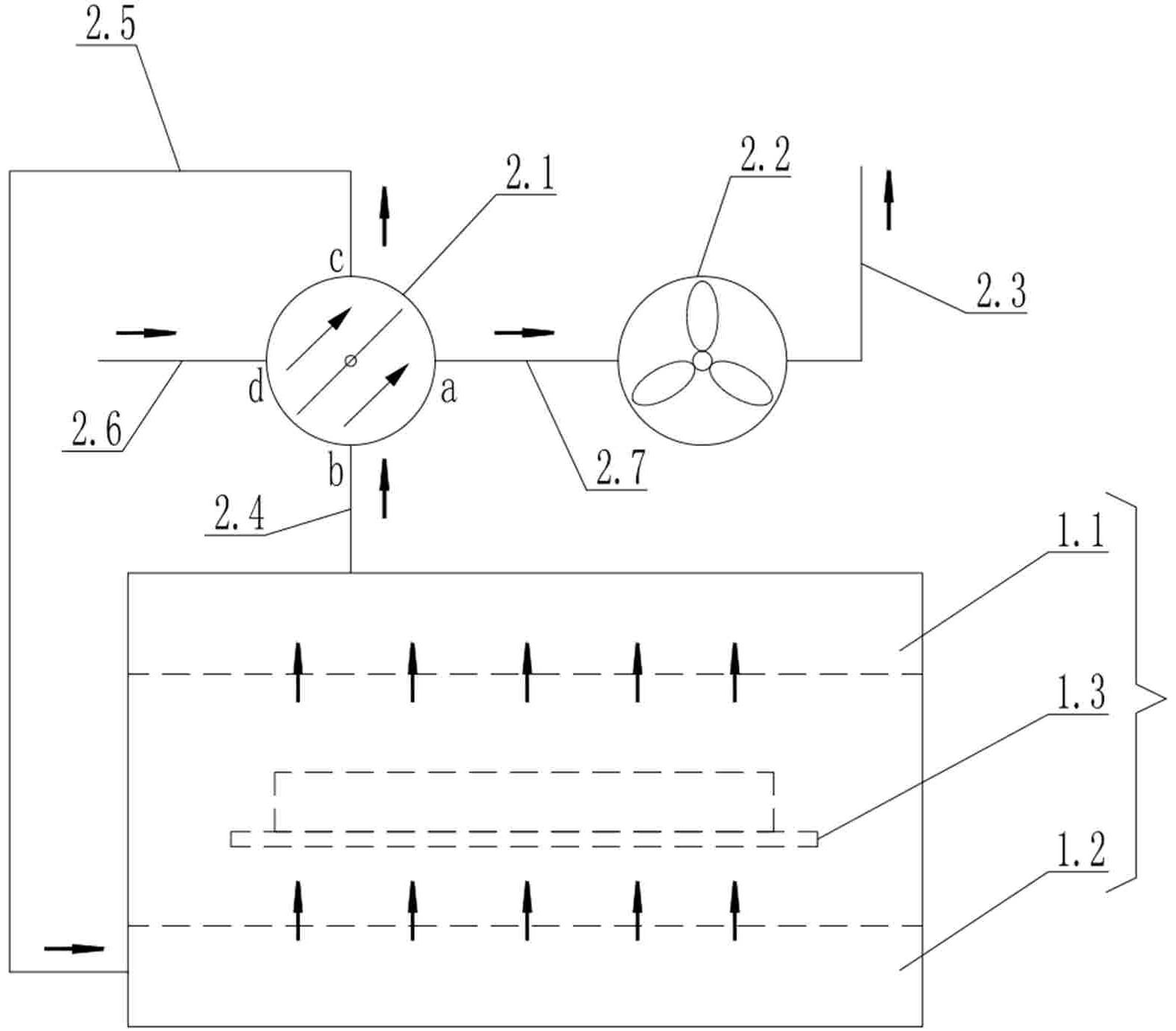
3、本实用新型所述的工件加工用正火冷却装置,包括用于对工件冷却的风冷室和与风冷室连接的冷风系统,所述风冷室内具有用于承托工件的承载件、上风箱和下风箱;所述冷风系统包括换向阀和引风机,所述换向阀的第一接口通过引风管与所述引风机的进口连接,引风机的出风口通过排热风管与外界连接;换向阀的第二接口通过上风箱管与所述上风箱连接,所述换向阀的第三接口通过下风箱管与所述下风箱连接,且所述换向阀的第四接口与冷风系统的冷风供风管连接。
4、在本实用新型中,本实用新型仅需一个换向阀和一个引风机即可实现风冷室的上下交替送风,结构简单,在风冷过程中只需控制换向阀内阀板的位置即可实现上下交替送风,简化了管路且便于控制。另外,本实用新型的冷风系统还能使风冷室处于负压状态,降低对风冷室密封性的要求。
5、在本实用新型的优选实施方式中,所述换向阀为四通法兰蝶板阀,其阀体上的第一接口、第二接口、第三接口和第四接口均为法兰口。另外,阀体内的阀板能够90度换向,使其具有两个状态:当风冷室下进上出时,将阀板调整至第一状态使第一接口和第二接口连通,第三接口和第四接口连通,将冷风送入下风箱,并将热风抽出上风箱;当风冷室上进下出时,将阀板调整至第二状态使第一接口和第三接口连通,第二接口和第四接口连通,将冷风送入上风箱,并抽走下风箱内的热风,第一状态和第二状态交替实现了工件的上下交替送风,使工件均匀冷却。
6、优选的,所述换向阀的阀板上设有导流板,使气流平滑,减少气流阻力。
7、与现有技术相比,本实用新型具有以下优点:本实用新型仅需一个换向阀和一个引风机即可实现风冷室的上下交替送风,结构简单,在风冷过程中只需控制换向阀内阀板的位置即可实现上下交替送风,简化了管路且便于控制。另外,本实用新型的引风机无论是在下吹风模式,还是上吹风模式下都能将风冷室的风抽出,即引风机始终是向外抽风,进而使风冷室处于负压状态,降低对风冷室密封性的要求。
技术特征:
1.一种工件加工用正火冷却装置,包括用于对工件冷却的风冷室和与风冷室连接的冷风系统,所述风冷室内具有用于承托工件的承载件、上风箱和下风箱;其特征在于:所述冷风系统包括换向阀和引风机,所述换向阀的第一接口通过引风管与所述引风机的进口连接,引风机的出风口通过排热风管与外界连接;换向阀的第二接口通过上风箱管与所述上风箱连接,所述换向阀的第三接口通过下风箱管与所述下风箱连接,且所述换向阀的第四接口与冷风系统的冷风供风管连接。
2.根据权利要求1所述的工件加工用正火冷却装置,其特征在于:所述换向阀为四通法兰蝶板阀,其第一接口、第二接口、第三接口和第四接口均为法兰口。
3.根据权利要求1所述的工件加工用正火冷却装置,其特征在于:所述换向阀的阀板上设有导流板。
技术总结
本技术公开了一种工件加工用正火冷却装置,包括风冷室和冷风系统,风冷室内具有用于承托工件的承载件、上风箱和下风箱;冷风系统包括换向阀和引风机,换向阀的第一接口通过引风管与引风机的进口连接,引风机的出风口通过排热风管与外界连接;换向阀的第二接口与上风箱连接,换向阀的第三接口与下风箱连接,换向阀的第四接口与冷风系统连接。本技术仅需一个换向阀和一个引风机即可实现风冷室的上下交替送风,结构简单,在风冷过程中只需控制换向阀内阀板的位置即可实现上下交替送风,简化了管路且便于控制。另外,本技术的冷风系统还能使风冷室处于负压状态,降低对风冷室密封性的要求。
技术研发人员:侯爱民,李保强,闫少华,魏佳,刘俊,马广军,车伟,郭江海,王磊,高尚君,任伟伟
受保护的技术使用者:机械工业第六设计研究院有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!