一种速机壳体模具的铸模防变形装置的制作方法
本技术涉及减速机壳体模具,具体为一种速机壳体模具的铸模防变形装置。
背景技术:
1、在减速器壳体的生产过程中,机壳壳体是通过模具直接浇铸而成,而常用的浇铸方式便是消失模铸造工艺,消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。
2、消失模铸造是一种近无余量、精确成型的新工艺,该工艺无需取模、无分型面、无砂芯,因而铸件没有飞边、毛刺和拔模斜度,并减少了由于型芯组合而造成的尺寸误差。铸件表面粗糙度可达ra3.2至12.5μm;铸件尺寸精度可达ct7至9;加工余量最多为1.5至2mm,可大大减少机械加工的费用,和传统砂型铸造方法相比,可以减少40%至50%的机械加工时间。
3、然而在机壳壳体的铸造过程中,由于泡沫模具较为轻盈,在埋砂或者浇灌铁水时,两个模具之间受外界因素容易出现松动或者偏离的现象,从而导致浇铸的模型容易出现变形的现象,对于后续的加工处理带来极大的困扰,严重时,直接导致模型报废,从而提高了残次品的基数,浪费模型以及原材料,故而提出一种速机壳体模具的铸模防变形装置来解决上述问题。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种速机壳体模具的铸模防变形装置,具备提高加工质量等优点,解决了模型易变形降低加工质量的问题。
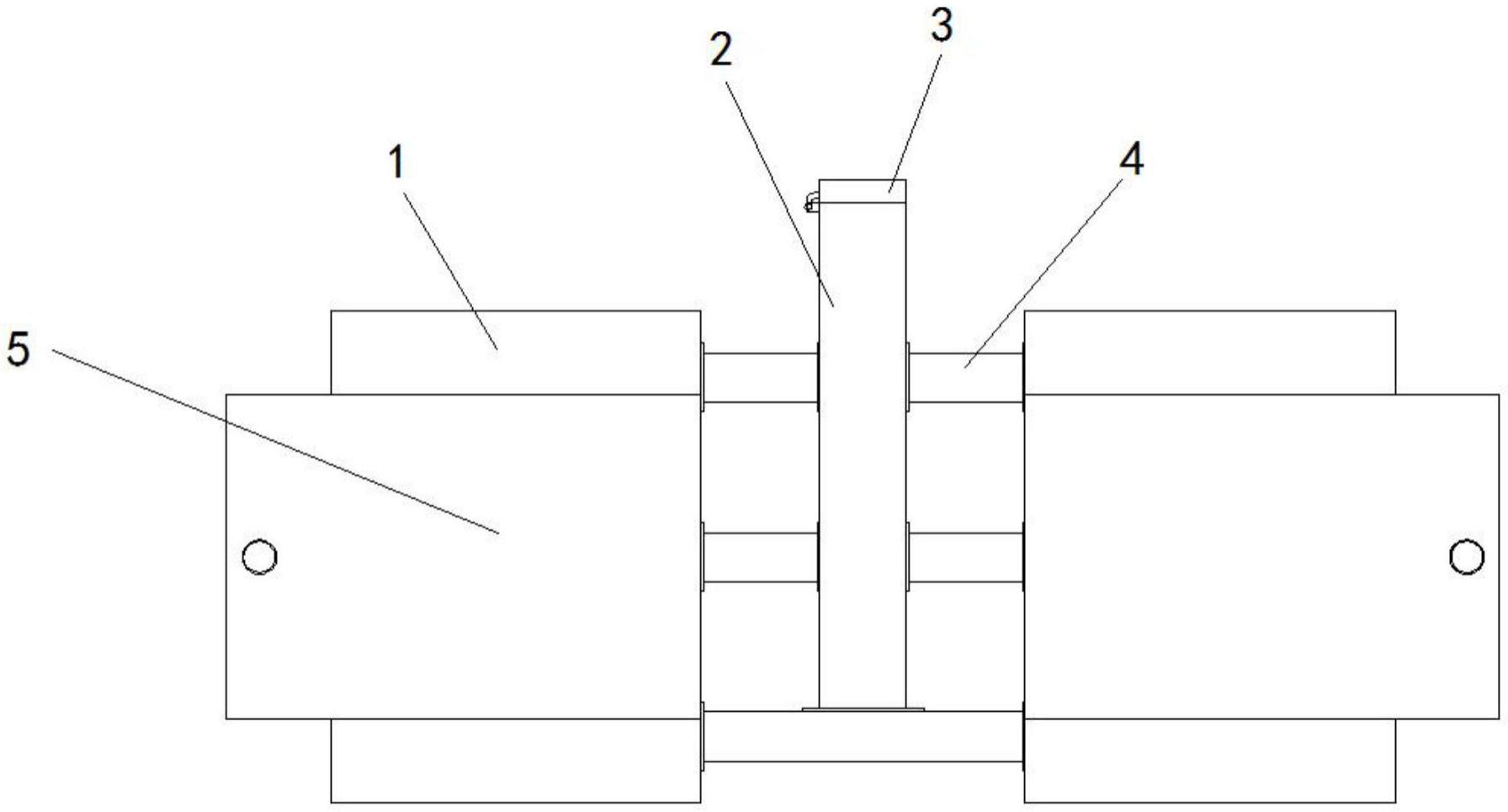
2、为实现上述目的,本实用新型提供如下技术方案:一种速机壳体模具的铸模防变形装置,包括数量为两个的壳体模具,所述壳体模具的外侧连通有通料管,所述通料管远离壳体模具的一端连通有浇铸管,所述浇铸管的上端部铰接有挡盖,所述壳体模具的外侧设置有防护组件;
3、所述防护组件包括一端与壳体模具的外侧滑动连接的挡架,所述挡架的外侧固定连接有支撑块,所述支撑块的内侧转动连接有一端贯穿挡架的调节螺杆,左侧所述挡架的内侧固定连接有一端延伸至右侧挡架内部的限位杆,所述挡架的正面滑动连接有挡板,所述挡板的背面转动连接有一端贯穿挡架的转动螺杆,所述挡板的背面固定连接有一端贯穿挡架的竖杆。
4、进一步,所述挡架位于调节螺杆外侧的一端为l字形,所述挡架的l端开设有位于调节螺杆外侧的第一螺纹孔,所述第一螺纹孔与调节螺杆外侧的螺纹相互配合。
5、进一步,所述调节螺杆外侧的螺纹为两段,且两段螺纹对称分布,右侧所述挡架靠近左侧挡架的一侧开设有位于限位杆外侧的限位槽。
6、进一步,所述挡架靠近挡板的一端开设有位于转动螺杆外侧的第二螺纹孔,所述第二螺纹孔与转动螺杆外侧的螺纹相互配合。
7、进一步,所述挡架靠近挡板的一端开设有位于竖杆外侧的限位孔,所述挡板与挡架内侧之间的规格与壳体模具外侧的规格相适配。
8、进一步,所述支撑块于转动螺杆的数量为两个,两个所述支撑块与转动螺杆均呈左右对称分布。
9、与现有技术相比,本申请的技术方案具备以下有益效果:
10、该速机壳体模具的铸模防变形装置,由于套在两个壳体模具外侧的挡架再被转动的调节螺杆带动向靠近壳体模具的一侧移动后,即可对壳体的一侧进行挤压,而转动的转动螺杆带动挡板靠近挡架后,可对壳体模具的前后两侧进行挤压固定,即可对两个壳体模具在浇铸时能够保持相对稳定状态,避免了模具在浇铸时出现松动或者偏离现象的发生,进而防止机壳出现变形的现象,提高浇筑时的成品率,从而提高加工质量。
技术特征:
1.一种速机壳体模具的铸模防变形装置,包括数量为两个的壳体模具(1),其特征在于:所述壳体模具(1)的外侧连通有通料管(4),所述通料管(4)远离壳体模具(1)的一端连通有浇铸管(2),所述浇铸管(2)的上端部铰接有挡盖(3),所述壳体模具(1)的外侧设置有防护组件(5);
2.根据权利要求1所述的一种速机壳体模具的铸模防变形装置,其特征在于:所述挡架(51)位于调节螺杆(53)外侧的一端为l字形,所述挡架(51)的l端开设有位于调节螺杆(53)外侧的第一螺纹孔,所述第一螺纹孔与调节螺杆(53)外侧的螺纹相互配合。
3.根据权利要求1所述的一种速机壳体模具的铸模防变形装置,其特征在于:所述调节螺杆(53)外侧的螺纹为两段,且两段螺纹对称分布,右侧所述挡架(51)靠近左侧挡架(51)的一侧开设有位于限位杆(54)外侧的限位槽。
4.根据权利要求1所述的一种速机壳体模具的铸模防变形装置,其特征在于:所述挡架(51)靠近挡板(55)的一端开设有位于转动螺杆(57)外侧的第二螺纹孔,所述第二螺纹孔与转动螺杆(57)外侧的螺纹相互配合。
5.根据权利要求1所述的一种速机壳体模具的铸模防变形装置,其特征在于:所述挡架(51)靠近挡板(55)的一端开设有位于竖杆(56)外侧的限位孔,所述挡板(55)与挡架(51)内侧之间的规格与壳体模具(1)外侧的规格相适配。
6.根据权利要求1所述的一种速机壳体模具的铸模防变形装置,其特征在于:所述支撑块(52)于转动螺杆(57)的数量为两个,两个所述支撑块(52)与转动螺杆(57)均呈左右对称分布。
技术总结
本技术涉及一种速机壳体模具的铸模防变形装置,包括数量为两个的壳体模具,所述壳体模具的外侧连通有通料管,所述通料管远离壳体模具的一端连通有浇铸管,所述浇铸管的上端部铰接有挡盖,壳体模具的外侧设置有防护组件。该速机壳体模具的铸模防变形装置,由于套在两个壳体模具外侧的挡架再被转动的调节螺杆带动向靠近壳体模具的一侧移动后,即可对壳体的一侧进行挤压,而转动的转动螺杆带动挡板靠近挡架后,可对壳体模具的前后两侧进行挤压固定,即可对两个壳体模具在浇铸时能够保持相对稳定状态,避免了模具在浇铸时出现松动或者偏离现象的发生,进而防止机壳出现变形的现象,提高浇筑时的成品率,从而提高加工质量。
技术研发人员:顾斌
受保护的技术使用者:江苏浩磊金属新材料有限公司
技术研发日:20230609
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!