内孔抛光装置的制作方法
本技术涉及内孔粗糙度加工,特别是涉及一种内孔抛光装置。
背景技术:
1、传统的内孔粗糙度加工方法,通常是先采用车床加工内孔,然后余量用磨床来加工。该方法的缺点是需要经过二次装夹,并且需要磨床设备来配合,在无磨床设备的前提下无法加工内孔表面粗糙度。因而,需要对内孔粗糙度加工方案进行改进,设计专用一种内孔抛光装置。
技术实现思路
1、本实用新型的目的在于针对背景技术中所述的现有技术中,需要通过磨床设备进行内孔抛光,所以使用车床加工内孔后,内孔抛光需要二次装夹的问题,提供一种内孔抛光装置。
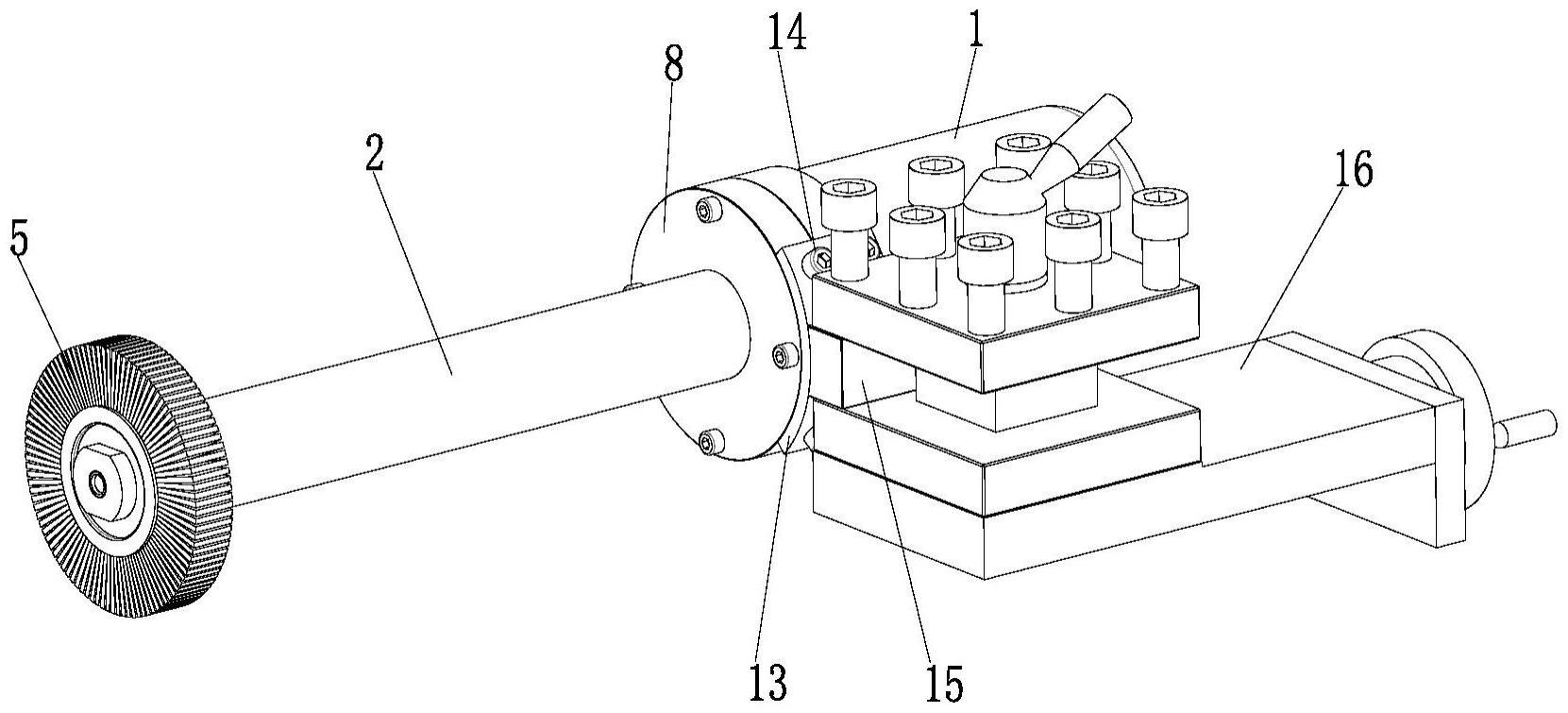
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种内孔抛光装置,包括驱动电机、外筒体、芯轴和百叶轮,所述驱动电机的输出端与芯轴固定连接,所述外筒体套接在芯轴上,所述外筒体的端部设有连接部,连接部与驱动电机的壳体固定连接,芯轴的端部延伸至外筒体的外侧,所述百叶轮固定连接在芯轴的端部,所述驱动电机的外壳上设有用于连接车床刀架的固定组件,固定组件与驱动电机的外壳固定连接。
3、在上述方案中,所述外筒体内部靠近两端开口的位置设有轴承,芯轴从轴承的内孔中穿过。通过设置轴承,能对芯轴进行径向的定位,使芯轴与外筒体之间保持同轴心状态,避免与外筒体之间产生摩擦,使芯轴的转动更顺畅。
4、在上述方案中,所述芯轴与驱动电机的输出端通过连接键连接。通过连接键的连接能使芯轴与驱动电机的输出轴的连接更稳定。
5、在上述方案中,所述外筒体远离驱动电机的开口端设有压盖,压盖与外筒体固定连接。通过设置压盖能将外筒体的端部密封起来,避免外部灰尘对外筒体内部的轴承造成和芯轴造成污染。
6、在上述方案中,所述芯轴远离驱动电机的一端设有套管,套管与芯轴固定连接,套管的一端设有限位部,所述百叶轮套在套管上,通过限位环对百叶轮的一侧端面限位,在百叶轮的外侧部设有压紧件,压紧件与芯轴的端部固定连接,压紧件对百叶轮的另一侧端面限位。通过这种设置,能使百叶轮与芯轴的连接更稳定,防止百叶轮的轴向活动。
7、在上述方案中,所述固定组件包括连接弯板、固定件和连接块,连接弯板与驱动电机的外壳相贴合,连接弯板通过固定件与驱动电机的壳体固定连接,连接块固定连接在连接弯板上,连接块用于连接车床刀架。通过这种设置,更便于内孔抛光装置与车床刀架的固定连接。
8、在上述方案中,所述驱动电机为调速电机。使用调速电机驱动百叶轮的转动,能根据抛光要求,调节百叶轮的转速,使抛光的效率更高,抛光质量更好。
9、本实用新型具有积极的效果:1)本实用新型的内孔抛光装置,通过设置固定组件,便于将内孔抛光装置固定连接在车床刀架上,在进行内孔抛光时,不需要对工件进行二次装夹,在用车床完成内孔加工后,可以将内孔抛光装置连接到车床的刀架上,对工件内孔进行抛光处理;2)本实用新型的内孔抛光装置,通过驱动电机带动芯轴转动,再通过芯轴带动百叶轮转动,在对工件的内孔进行加工时,通过车床上的车床刀架将百叶轮伸入工件的内孔中,即可对内孔的内壁进行抛光,本实用新型的内孔抛光装置结构简单,操作简便,且抛光时百叶轮的转动稳定,不会发生轴向或周向的摆动,能提高内孔的抛光加工质量。
技术特征:
1.一种内孔抛光装置,其特征在于:包括驱动电机、外筒体、芯轴和百叶轮,所述驱动电机的输出端与芯轴固定连接,所述外筒体套接在芯轴上,所述外筒体的端部设有连接部,连接部与驱动电机的壳体固定连接,芯轴的端部延伸至外筒体的外侧,所述百叶轮固定连接在芯轴的端部,所述驱动电机的外壳上设有用于连接车床刀架的固定组件,固定组件与驱动电机的外壳固定连接。
2.根据权利要求1所述的内孔抛光装置,其特征在于:所述外筒体内部靠近两端开口的位置设有轴承,芯轴从轴承的内孔中穿过。
3.根据权利要求1所述的内孔抛光装置,其特征在于:所述芯轴与驱动电机的输出端通过连接键连接。
4.根据权利要求1所述的内孔抛光装置,其特征在于:所述外筒体远离驱动电机的开口端设有压盖,压盖与外筒体固定连接。
5.根据权利要求1所述的内孔抛光装置,其特征在于:所述芯轴远离驱动电机的一端设有套管,套管与芯轴固定连接,套管的一端设有限位部,所述百叶轮套在套管上,通过限位环对百叶轮的一侧端面限位,在百叶轮的外侧部设有压紧件,压紧件与芯轴的端部固定连接,压紧件对百叶轮的另一侧端面限位。
6.根据权利要求1所述的内孔抛光装置,其特征在于:所述固定组件包括连接弯板、固定件和连接块,连接弯板与驱动电机的外壳相贴合,连接弯板通过固定件与驱动电机的壳体固定连接,连接块固定连接在连接弯板上,连接块用于连接车床刀架。
7.根据权利要求1所述的内孔抛光装置,其特征在于:所述驱动电机为调速电机。
技术总结
本技术公开了一种内孔抛光装置,包括驱动电机、外筒体、芯轴和百叶轮,所述驱动电机的输出端与芯轴固定连接,所述外筒体套接在芯轴上,所述外筒体的端部设有连接部,连接部与驱动电机的壳体固定连接,芯轴的端部延伸至外筒体的外侧,所述百叶轮固定连接在芯轴的端部,所述驱动电机的外壳上设有用于连接车床刀架的固定组件,固定组件与驱动电机的外壳固定连接。本技术的内孔抛光装置,结构简单,操作简便,且抛光时百叶轮的转动稳定,不会发生轴向或周向的摆动,能提高内孔的抛光加工质量;在进行内孔抛光时,不需要对工件进行二次装夹,在用车床完成内孔加工后,可以将内孔抛光装置连接到车床的刀架上,对工件内孔进行抛光处理。
技术研发人员:胡庆江,夏刚强
受保护的技术使用者:江苏新航船舶科技股份有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!