一种有利于焊接质量的铸焊底模结构的制作方法
本技术涉及蓄电池,特别涉及一种有利于焊接质量的铸焊底模结构。
背景技术:
1、蓄电池在铸焊过程中,时常出现极群边极耳焊接不良,容易造成质量问题。目前的解决方案通常是增加汇流排端部的长度尺寸,从而提高良品率,但是效果不佳,而且增加了铅耗成本。
2、同时由于铅液在汇流排铅液腔中的冷却通常是由两端先冷却,中间后冷却,从而造成极耳铸焊出现瑕疵品,因此需要一种能够使得两端与中部冷却速度相匹配的铸焊底模结构。
技术实现思路
1、本实用新型提供一种有利于焊接质量的铸焊底模结构,通过在底模上位于汇流排铅液腔两端设置保温铅液腔,使得使用时,汇流排铅液腔两端的铅液在使用过程中能够保持温度,可以持续使用。
2、为了解决上述技术问题,本实用新型提供了如下的技术方案:
3、本实用新型公开了,
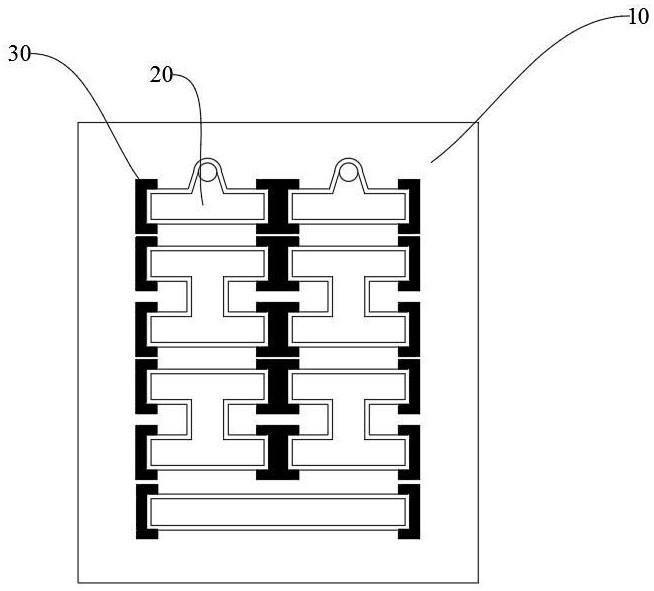
4、一种有利于焊接质量的铸焊底模结构,包括,铸焊底模,以及汇流排铅液腔,所述汇流排铅液腔设置于所述铸焊底模上表面,所述汇流排铅液腔两端分别设有保温铅液腔。
5、进一步地,所述保温铅液腔呈n形设置,所述汇流排铅液腔两端分别插接于所述保温铅液腔内侧。
6、进一步地,所述汇流排铅液腔与所述保温铅液腔重合长度为15~60mm
7、进一步地,所述汇流排铅液腔外沿高出所述保温铅液腔外沿的高度1~3mm。
8、进一步地,所述保温铅液腔宽度为20~40mm,长度为40~80mm,深度为15~40mm。
9、本实用新型所达到的有益效果是:
10、一、本专利通过在汇流排铅液腔两端设置保温铅液腔,使得位于汇流排铅液腔两端的铅液在使用过程中可以保持温度,提高使用时长。
11、二、本专利通过将保温铅液腔设置为n形,将汇流排铅液腔两端插入保温铅液腔的内侧,并两者重合长度为15~60mm可以有效的避免汇流排铅液腔两端的铅液凝结避免瑕疵品的产生。
12、三、汇流排铅液腔外沿高出所述保温铅液腔外沿3mm可以有效的避免刮模时刮走保温铅液腔的铅液。
技术特征:
1.一种有利于焊接质量的铸焊底模结构,包括,铸焊底模(10),以及汇流排铅液腔(20),所述汇流排铅液腔(20)设置于所述铸焊底模(10)上表面,其特征在于,所述汇流排铅液腔(20)两端分别设有保温铅液腔(30)。
2.根据权利要求1所述的一种有利于焊接质量的铸焊底模结构,其特征在于,所述保温铅液腔(30)呈n形设置,所述汇流排铅液腔(20)两端分别插接于所述保温铅液腔(30)内侧。
3.根据权利要求2所述的一种有利于焊接质量的铸焊底模结构,其特征在于,所述汇流排铅液腔(20)与所述保温铅液腔(30)重合长度为15~60mm。
4.根据权利要求1所述的一种有利于焊接质量的铸焊底模结构,其特征在于,所述汇流排铅液腔(20)外沿高出所述保温铅液腔(30)外沿的高度1~3mm。
5.根据权利要求1所述的一种有利于焊接质量的铸焊底模结构,其特征在于,所述保温铅液腔(30)宽度为20~40mm,长度为40~80mm,深度为15~40mm。
技术总结
本技术涉及蓄电池技术领域,特别涉及一种有利于焊接质量的铸焊底模结构,包括,铸焊底模,以及汇流排铅液腔,所述汇流排铅液腔设置于所述铸焊底模上表面,所述汇流排铅液腔两端分别设有保温铅液腔。本技术提供一种有利于焊接质量的铸焊底模结构,通过在底模上位于汇流排铅液腔两端设置保温铅液腔,使得使用时,汇流排铅液腔两端的铅液在使用过程中能够保持温度,可以持续使用。
技术研发人员:李军,朱明娟,方孟,胡国柱,丁建中
受保护的技术使用者:浙江天能电池(江苏)有限公司
技术研发日:20230626
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!