一种熔模铸件陶芯自由端定位机构的制作方法
本技术涉及,具体为一种熔模铸件陶芯自由端定位机构。
背景技术:
1、对于拥有复杂结构内腔的熔模精铸件(如图1所示的气缸头),为了实现复杂结构内腔的浇铸成型及后期型芯清理,通常采用陶瓷型芯成型工艺。
2、由于陶瓷型芯材料和型壳材料的不一致,而不同材料的膨胀率及收缩率不可避免的存在一定的差异,因此,在模壳焙烧过程中,陶芯和型壳的膨胀及收缩尺寸就不可避免的存在一定的差异,而陶芯和型壳都是刚性材料,如果不采取一定的工艺措施,这种尺寸变化的不一致就必然会致使陶芯拉断或顶坏型壳,从而导致铸件不能形成完整的型腔结构。
3、解决这个问题的有效措施是在陶芯上设计固定端和自由端,及陶芯的一端固定在型壳上确保陶芯的位置精度,而另一端在型壳内呈自由状态,与型壳保有足够的间隙,从而使模壳在焙烧过程中不至于陶芯被拉断或顶坏型壳。
4、通常的工艺措施是在陶芯的自由端涂上一层蜡或清漆等,蜡或清漆熔化后就在陶芯芯头与型壳间形成一个间隙,以此来保证在焙烧和浇注过程中陶芯保持自由状态,避免陶芯拉断或顶坏型壳。
5、对于现有工艺,为保证陶芯的定位精度,自由端芯头与型壳的间距自然是越小越好,可是陶芯自由端芯头不可能绝对平整,另外陶芯伸缩方向与自由端芯头表面也不可能绝对平行,因此要保证陶芯相对自由就需要自由端芯头与型壳的间距越大越好,这就不可避免的造成了一对矛盾,特别对于像气缸头这类自由端芯头面积非常大的陶芯,这个矛盾就变得非常突出。另外制作自由端通常是采用手工涂蜡或贴蜡纸等工艺方法,这个度往往难以精准掌控,因此实际生产过程中稍微掌控不好,就难以避免的出现要么间隙太大钢水冲击撬断陶芯,要么间隙过小致使陶芯拉断等。
技术实现思路
1、本实用新型的目的在于提供一种熔模铸件陶芯自由端定位机构,以解决上述现有技术中提出的问题。
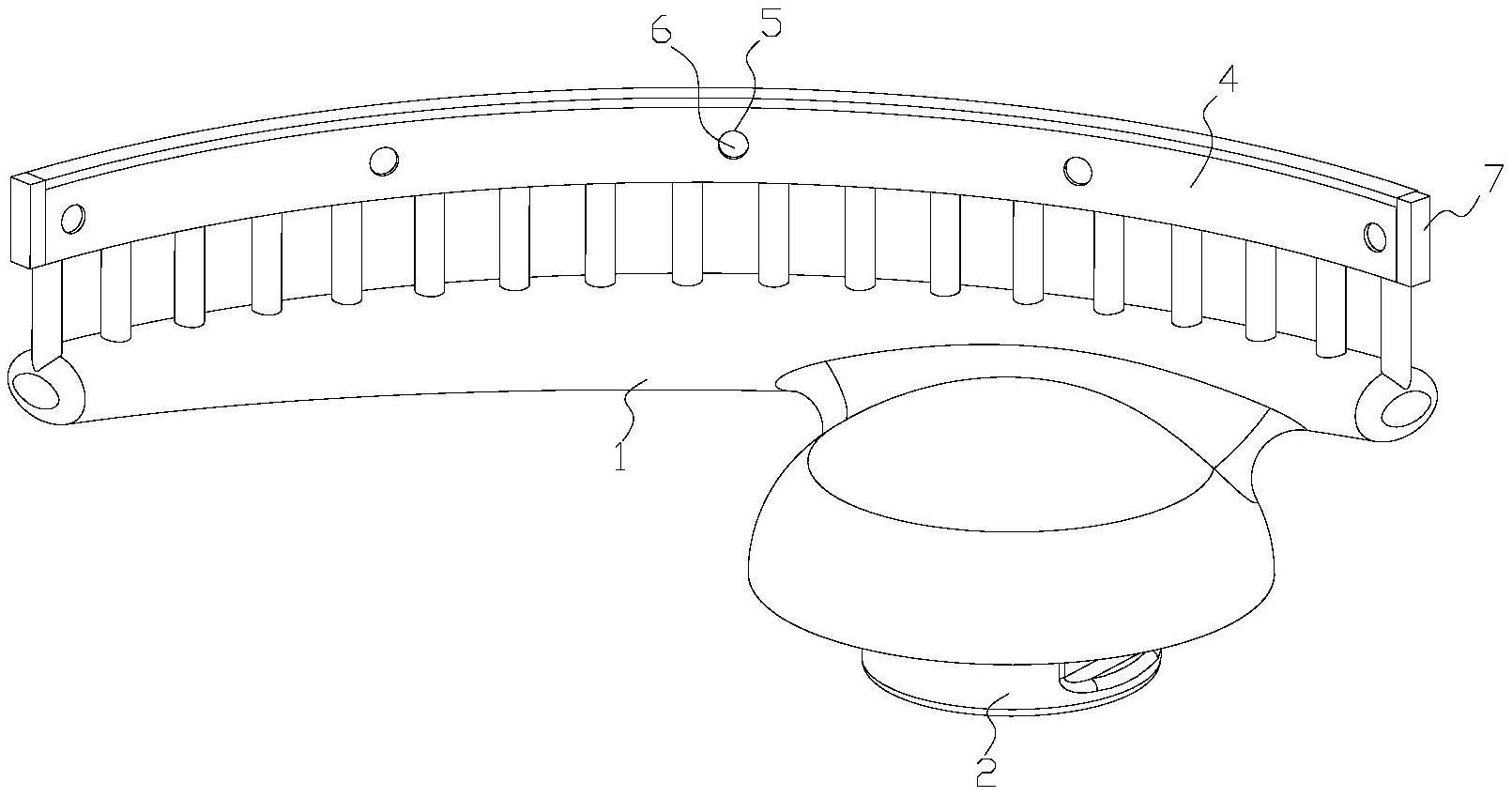
2、为实现上述实用新型目的,本实用新型所采用的技术方案是:一种熔模铸件陶芯自由端定位机构,包括型壳,以及与型壳内壁面相配适的陶芯,所述陶芯的底部设有固定端,所述陶芯的顶部设有自由端,所述自由端长度方向的两侧壁上均设有第一蜡层,所述第一蜡层上设有若干贯穿第一蜡层厚度方向侧壁的定位孔,若干所述定位孔的孔底均设有第二蜡层。
3、优选的,所述第一蜡层的厚度为0.5mm-2mm。
4、优选的,所述第二蜡层的厚度≤0.1mm。
5、优选的,所述自由端宽度方向的侧壁上设有包裹自由端和第一蜡层的蜡层帽。
6、优选的,所述蜡层帽的厚度为2mm。
7、优选的,若干所述定位孔的孔间距相等。
8、本实用新型的有益效果集中体现在:本实用新型提供了一种新的陶芯自由端设计理念,有效的调和了为保证陶芯的定位精度需要自由端芯头与型壳的间距小与为保证陶芯自由端芯头相对自由需要芯头与型壳的间距大的矛盾,在保证陶芯定位精度的同时又有效的保证了陶芯芯头的自由状态,极大的减轻了因间隙过大撬断陶芯和间隙过小致使陶芯拉断等问题。
技术特征:
1.一种熔模铸件陶芯自由端定位机构,包括型壳,以及与型壳内壁面相配适的陶芯(1),所述陶芯(1)的底部设有固定端(2),所述陶芯(1)的顶部设有自由端(3),其特征在于,所述自由端(3)长度方向的两侧壁上均设有第一蜡层(4),所述第一蜡层(4)上设有若干贯穿第一蜡层(4)厚度方向侧壁的定位孔(5),若干所述定位孔(5)的孔底均设有第二蜡层(6)。
2.根据权利要求1所述一种熔模铸件陶芯自由端定位机构,其特征在于,所述第一蜡层(4)的厚度为0.5mm-2mm。
3.根据权利要求1所述一种熔模铸件陶芯自由端定位机构,其特征在于,所述第二蜡层(6)的厚度≤0.1mm。
4.根据权利要求1所述一种熔模铸件陶芯自由端定位机构,其特征在于,所述自由端(3)宽度方向的侧壁上设有包裹自由端(3)和第一蜡层(4)的蜡层帽(7)。
5.根据权利要求4所述一种熔模铸件陶芯自由端定位机构,其特征在于,所述蜡层帽(7)的厚度为2mm。
6.根据权利要求1所述一种熔模铸件陶芯自由端定位机构,其特征在于,若干所述定位孔(5)的孔间距相等。
技术总结
本技术涉及技术领域,公开了一种熔模铸件陶芯自由端定位机构,包括型壳,以及与型壳内壁面相配适的陶芯,所述陶芯的底部设有固定端,所述陶芯的顶部设有自由端,所述自由端长度方向的两侧壁上均设有第一蜡层,所述第一蜡层上设有若干贯穿第一蜡层厚度方向侧壁的定位孔,若干所述定位孔的孔底均设有第二蜡层。本技术提供了一种新的陶芯自由端设计理念,有效的调和了为保证陶芯的定位精度需要自由端芯头与型壳的间距小与为保证陶芯自由端芯头相对自由需要芯头与型壳的间距大的矛盾,在保证陶芯定位精度的同时又有效的保证了陶芯芯头的自由状态,极大的减轻了因间隙过大撬断陶芯和间隙过小致使陶芯拉断等问题。
技术研发人员:张建平
受保护的技术使用者:四川众宸精密铸造有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!