一种用于刀片刃口打磨的工装夹具的制作方法
本技术涉及刀片刃口打磨,具体为一种用于刀片刃口打磨的工装夹具。
背景技术:
1、刀片刃口处加工完成后,部分刀片上带有一定的毛刺,因此刀片生产成型后需要对刃口进行打磨,目前刀片刃口打磨的工装方式大多采用手持刀具进行打磨,这不仅容易伤到手,而且加工效率慢,也有采用工装夹具固定刀片进行打磨,但目前针对刀片的工装夹具其适用范围低,由于不同客户需要刀片的尺寸以及型号存在差异,例如,侧边开刃的刀片或尖端开刃的刀片,且同类型刀具的尺寸也存在较大的差异,导致需要根据刀具的特定类型与特定尺寸配置对应的工装夹具,导致工装夹具的使用成本较高,不利用生产。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种用于刀片刃口打磨的工装夹具,能工装更多类型和更多尺寸的刀片,减少了工装夹具的配置数量,具有较广的使用范围,降低了工装成本。
2、本实用新型的目的是通过以下技术方案来实现的:一种用于刀片刃口打磨的工装夹具,包括工装板,所述工装板上滑动设置有滑块,所述滑块上设置有底板,所述底板的一端与所述滑块铰接,所述底板上设置有压板,所述压板与所述底板之间形成有工装空间,所述压板靠近或远离所述底板移动。
3、采用上述技术方案的效果为,刀片工装夹持压板与底板之间,通过滑块的移动适应不同宽度尺寸的刀片,使刀片的刃口位于工装板的上方,方便进行刃口打磨,通过底板的转动调整刀片的角度,使刀片的侧面刃口位于打磨工位或刀片的尖端刃口位于打磨工位上,从而能工装多种类型的刀片,减少了工装夹具的配置数量,具有较广的使用范围,降低了工装成本。
4、在一些实施例中,所述压板上贯穿开设有通孔,所述底板靠近所述压板的端面开设有螺纹孔,所述通孔内活动设置有紧固螺杆,所述紧固螺杆螺纹适配在所述螺纹孔内,所述紧固螺杆的螺头直径大于所述通孔的直径,所述紧固螺杆的螺头位于所述压板的上方。
5、在一些实施例中,所述压板靠近所述底板的端面固定有导向杆,所述底板上开设有导向孔,所示导向杆滑动适配在所述导向孔内,所述导向孔的轴向长度大于所述导向杆的轴向长度。
6、在一些实施例中,所述导向杆上套设有复位弹簧,所述复位弹簧的一端连接所述压板,另一端连接所述导向孔的内底壁。
7、在一些实施例中,所述工装板上开设有滑槽,所述滑槽内设置有丝杠,所述丝杠与所述工装板转动连接,所述滑块滑动适配在所述滑槽内,并螺纹套装在所述丝杠上。
8、在一些实施例中,所述丝杠的一端穿出所述工装板并开设有内六角孔。
9、在一些实施例中,所述底板上贯穿开设有圆孔,所述圆孔内活动适配有螺杆,所述螺杆的尾部螺纹连接所述滑块,所述螺杆的头部直径大于所述圆孔的直径,所述螺杆的头部位于所述底板的上方。
10、在一些实施例中,所述紧固螺杆的头部和螺杆的头部均开设有内六角槽。
11、在一些实施例中,所述工装板采用能被磁铁吸附的金属材料制成。
12、本实用新型的有益效果是:
13、刀片工装夹持压板与底板之间,通过滑块的移动适应不同宽度尺寸的刀片,使刀片的刃口位于工装板的上方,方便进行刃口打磨,通过底板的转动调整刀片的角度,使刀片的侧面刃口位于打磨工位或刀片的尖端刃口位于打磨工位上,从而能工装多种类型的刀片,减少了工装夹具的配置数量,具有较广的使用范围,降低了工装成本。
技术特征:
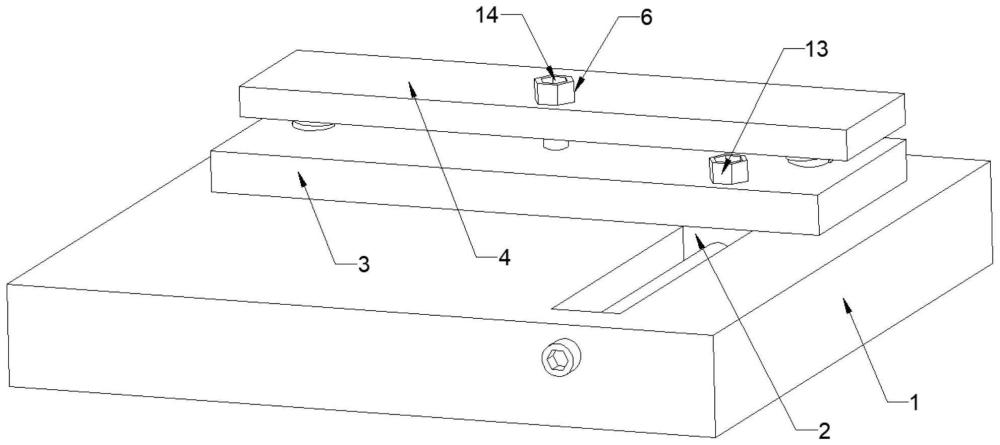
1.一种用于刀片刃口打磨的工装夹具,包括工装板(1),其特征在于,所述工装板(1)上滑动设置有滑块(2),所述滑块(2)上设置有底板(3),所述底板(3)的一端与所述滑块(2)铰接,所述底板(3)上设置有压板(4),所述压板(4)与所述底板(3)之间形成有工装空间,所述压板(4)靠近或远离所述底板(3)移动。
2.根据权利要求1所述的一种用于刀片刃口打磨的工装夹具,其特征在于,所述压板(4)上贯穿开设有通孔(5),所述底板(3)靠近所述压板(4)的端面开设有螺纹孔,所述通孔(5)内活动设置有紧固螺杆(6),所述紧固螺杆(6)螺纹适配在所述螺纹孔内,所述紧固螺杆(6)的螺头直径大于所述通孔(5)的直径,所述紧固螺杆(6)的螺头位于所述压板(4)的上方。
3.根据权利要求2所述的一种用于刀片刃口打磨的工装夹具,其特征在于,所述压板(4)靠近所述底板(3)的端面固定有导向杆(7),所述底板(3)上开设有导向孔(8),所示导向杆(7)滑动适配在所述导向孔(8)内,所述导向孔(8)的轴向长度大于所述导向杆(7)的轴向长度。
4.根据权利要求3所述的一种用于刀片刃口打磨的工装夹具,其特征在于,所述导向杆(7)上套设有复位弹簧(9),所述复位弹簧(9)的一端连接所述压板(4),另一端连接所述导向孔(8)的内底壁。
5.根据权利要求1所述的一种用于刀片刃口打磨的工装夹具,其特征在于,所述工装板(1)上开设有滑槽(10),所述滑槽(10)内设置有丝杠(11),所述丝杠(11)与所述工装板(1)转动连接,所述滑块(2)滑动适配在所述滑槽(10)内,并螺纹套装在所述丝杠(11)上。
6.根据权利要求5所述的一种用于刀片刃口打磨的工装夹具,其特征在于,所述丝杠(11)的一端穿出所述工装板(1)并开设有内六角孔。
7.根据权利要求2所述的一种用于刀片刃口打磨的工装夹具,其特征在于,所述底板(3)上贯穿开设有圆孔(12),所述圆孔(12)内活动适配有螺杆(13),所述螺杆(13)的尾部螺纹连接所述滑块(2),所述螺杆(13)的头部直径大于所述圆孔(12)的直径,所述螺杆(13)的头部位于所述底板(3)的上方。
8.根据权利要求7所述的一种用于刀片刃口打磨的工装夹具,其特征在于,所述紧固螺杆(6)的头部和螺杆(13)的头部均开设有内六角槽(14)。
9.根据权利要求1所述的一种用于刀片刃口打磨的工装夹具,其特征在于,所述工装板(1)采用能被磁铁吸附的金属材料制成。
技术总结
本技术涉及刀片刃口打磨技术领域,并公开了一种用于刀片刃口打磨的工装夹具,包括工装板,工装板上滑动设置有滑块,滑块上设置有底板,底板的一端与滑块铰接,底板上设置有压板,压板与底板之间形成有工装空间,压板靠近或远离底板移动。刀片工装夹持压板与底板之间,通过滑块的移动适应不同宽度尺寸的刀片,使刀片的刃口位于工装板的上方,方便进行刃口打磨,通过底板的转动调整刀片的角度,使刀片的侧面刃口位于打磨工位或刀片的尖端刃口位于打磨工位上,从而能工装多种类型的刀片,减少了工装夹具的配置数量,具有较广的使用范围,降低了工装成本。
技术研发人员:杨贯众
受保护的技术使用者:自贡市新华工业有限公司
技术研发日:20230630
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!