一种激光除锈-熔覆一体化作业装备
:本技术涉及激光熔覆,具体为一种激光除锈-熔覆一体化作业装备。
背景技术
0、
背景技术:
1、金属材料表面去除锈蚀和熔覆加工是金属材料制造和加工过程中的两个重要工作环节。传统的除锈工艺一般采用机械削除、化学腐蚀或高压水射流等工艺,这些方法虽然能够有效去除锈蚀,但是存在的问题是工艺周期长、工效低下等问题。
2、类似的,传统的金属熔覆加工技术主要通过等离子喷涂、焊接、熔覆等方式完成,但是这些方法也存在着生产效率低、人工成本高、熔覆质量无法保证等问题。
3、为此,激光技术被广泛应用于金属表面去锈蚀和熔覆加工,取代了传统工艺中常用的化学腐蚀和机械切削等方式。在激光除锈方面,激光束能够将金属表面所有的腐蚀、氧化物和沉积物等物质消除,并达到表面清洁的要求。激光熔覆技术则通过高能量密度激光束直接熔化所需熔补区域的金属表面,将金属精密熔覆到金属表面上,实现熔化融合,从而消除了熔池渗透、气孔等问题,有效提高了产品的加工质量和效率。
4、目前市场上的大多数激光处理设备都是分别独立提供激光除锈和激光熔覆的工艺处理,而且设备成本较高,不利于维护管理和使用操作。因此创新一种同时包含激光除锈和激光熔覆功能的设备和方法尤为重要。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的在于提供一种激光除锈-熔覆一体化作业装备,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种激光除锈-熔覆一体化作业装备,主要由可变频率激光发射器、同轴送粉激光熔覆头、金属粉末输送机、机械臂、保护气体传输系统、水冷系统、光纤、气体管道、粉末管道、冷却管线组成,其中同轴送粉激光熔覆头又包括激光发射头和金属粉末喷头;其特征是:所述同轴送粉激光熔覆头与机械臂固定连接,与可变频率激光发射器通过光纤连接,与金属粉末输送机通过粉末管道连接,与水冷系统通过冷却管线连接;所述可变频率激光发射器与水冷系统通过冷却管线连接;所述保护气体传输系统通过气体管道与金属粉末输送机连接。
3、进一步地,可变频率激光发射器与同轴送粉激光熔覆头通过光纤连接用于输出激光,根据待加工基材的不同材质以及不同工作任务,可变频率激光发射器调节激光频率,机械臂与同轴送粉激光熔覆头联合控制熔覆时金属粉末的喷射方向,在激光除锈和熔覆过程中由激光发射头输出激光,在激光熔覆时同轴送粉激光熔覆头的金属粉末喷头喷出金属粉末。
4、进一步地,测量同轴送粉激光熔覆头与待加工基材表面之间的距离,机械臂对同轴送粉激光熔覆头进行位置调整实现激光聚焦调节光斑大小,在激光除锈和熔覆工作过程中机械臂对除锈和熔覆的工作路径进行控制。
5、进一步地,保护气体传输系统与金属粉末输送机通过气体管道连接,在进行激光除锈-熔覆工作时,保护气体传输系统连接气体管道向工作区域输送保护气体。
6、进一步地,在进行激光除锈作业时,根据待加工基材的材质确定烧蚀阈值调整激光频率确定扫描速度,利用机械臂调整同轴送粉激光熔覆头与待加工基材表面之间的距离,除锈过程中金属粉末喷头关闭,不进行送粉工作,激光发射头对锈迹区域发射出高频脉冲激光,机械臂控制除锈路径,实现激光除锈作业。
7、进一步地,在进行激光熔覆作业时,根据待加工基材和金属粉末的材质以及工况重新调整激光频率和扫描速度,再次利用机械臂调整同轴送粉激光熔覆头与基材表面之间的距离,金属粉末输送机和金属粉末喷头开始送粉工作,激光发射头发射出连续激光束,机械臂控制熔覆路径,保护气体传输装置向熔覆部位输送保护气体,最终实现激光熔覆作业。
8、采用本实用新型的有益效果是,实现了激光除锈和熔覆的一体化作业,除锈效果优异,激光除锈技术可以快速有效地清除工件表面的锈迹等,而且激光除锈作业不会破坏待加工基材本体,即不会破坏除待加工基材表面锈迹的其余部分,可避免由于机械去除造成的表面伤痕和早期失效现象。熔覆质量稳定,激光熔覆作业在高能激光束的作用下,能够使金属表面快速熔化,并在不需要其他热源的情况下实现金属材料的熔覆。激光除锈-熔覆一体化装备能够同时完成除锈和熔覆两个过程,在同一设备上实现多种加工工艺,节约了时间和人工成本,提高了加工效率。
技术特征:
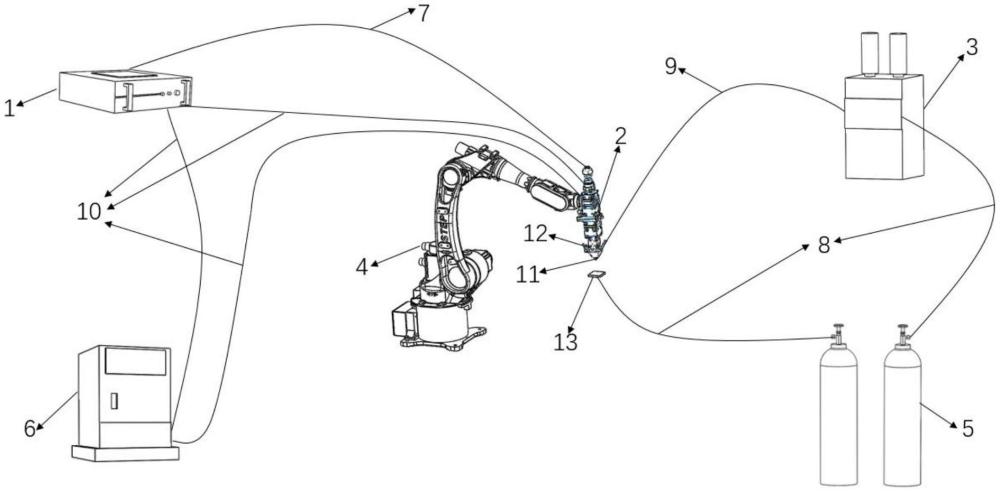
1.一种激光除锈-熔覆一体化作业装备,主要由可变频率激光发射器(1)、同轴送粉激光熔覆头(2)、金属粉末输送机(3)、机械臂(4)、保护气体传输系统(5)、水冷系统(6)、光纤(7)、气体管道(8)、粉末管道(9)、冷却管线(10)组成,其中同轴送粉激光熔覆头(2)又包括激光发射头(11)和金属粉末喷头(12);其特征是:所述同轴送粉激光熔覆头(2)与机械臂(4)固定连接,与可变频率激光发射器(1)通过光纤(7)连接,与金属粉末输送机(3)通过粉末管道(9)连接,与水冷系统(6)通过冷却管线(10)连接;所述可变频率激光发射器(1)与水冷系统(6)通过冷却管线(10)连接;所述保护气体传输系统(5)通过气体管道(8)与金属粉末输送机(3)连接。
2.根据权利要求1所述的一种激光除锈-熔覆一体化作业装备,其特征在于,可变频率激光发射器(1)与同轴送粉激光熔覆头(2)通过光纤(7)连接用于输出激光,根据待加工基材(13)的不同材质以及除锈或者熔覆的不同工作任务调节激光频率进行作业,同轴送粉激光熔覆头(2)能够调整激光聚焦和光斑大小以及控制熔覆时金属粉末的喷射方向,在激光除锈和熔覆过程中由激光发射头(11)输出激光,在激光熔覆时同轴送粉激光熔覆头(2)的金属粉末喷头(12)喷出金属粉末。
3.根据权利要求1所述的一种激光除锈-熔覆一体化作业装备,其特征在于,同轴送粉激光熔覆头(2)与待加工基材(13)表面之间的距离确定后,机械臂(4)对同轴送粉激光熔覆头(2)进行位置调整,在激光除锈和熔覆工作过程中机械臂(4)对除锈路径(16)和熔覆路径(20)进行控制。
4.根据权利要求1所述的一种激光除锈-熔覆一体化作业装备,其特征在于,保护气体传输系统(5)与金属粉末输送机(3)通过气体管道(8)连接,为金属粉末输送机(3)提供气压,保证金属粉末的持续均匀输送,在进行激光除锈-熔覆工作时,保护气体传输系统(5)连接气体管道(8)向工作区域输送保护气体,清除气化的锈迹。
5.根据权利要求1所述的一种激光除锈-熔覆一体化作业装备,其特征在于,激光除锈-熔覆一体化作业装备有激光除锈作业和激光熔覆作业两种作业模式,其激光除锈作业具体如下,根据待加工基材(13)的材质确定烧蚀阈值调整激光频率和扫描速度,利用机械臂(4)调整同轴送粉激光熔覆头(2)与待加工基材(13)表面之间的距离,除锈过程中金属粉末喷头(12)关闭,不进行送粉工作,激光发射头(11)对锈迹区域发射出高频脉冲激光束(14),机械臂(4)控制除锈路径(16)。
6.根据权利要求1所述的一种激光除锈-熔覆一体化作业装备,其特征在于,在进行激光熔覆作业时,根据待加工基材(13)表面和金属粉末的材质以及工况重新调整激光频率和扫描速度,再次利用机械臂(4)调整同轴送粉激光熔覆头(2)与待加工基材(13)表面之间的距离,金属粉末输送机(3)和金属粉末喷头(12)开始送粉工作,激光发射头(11)发射出连续激光束(17),机械臂(4)控制熔覆路径(20),保护气体传输系统(5)向熔覆部位输送保护气体。
7.根据权利要求1所述的一种激光除锈-熔覆一体化作业装备,其特征在于,激光除锈作业时烧蚀阈值的确定,保证激光除锈作业只去除待加工基材(13)表面锈迹但不破坏待加工基材(13)本体,机械臂(4)对同轴送粉激光熔覆头(2)与待加工基材(13)表面之间距离的调整,对激光进行聚焦并确定光斑大小。
8.根据权利要求1所述的一种激光除锈-熔覆一体化作业装备,其特征在于,激光熔覆作业在激光除锈作业结束后待加工基材(13)留有余热的基础上进行送粉工作。
技术总结
本技术公开了一种激光除锈‑熔覆一体化作业装备,它包括:可变频率激光发射器、同轴送粉激光熔覆头、金属粉末输送机、机械臂、保护气体传输系统、水冷系统、光纤、气体管道、粉末管道、冷却管线,其中同轴送粉激光熔覆头又包括激光发射头和金属粉末喷头;同轴送粉激光熔覆头与机械臂固定连接,与可变频率激光发射器通过光纤连接,与金属粉末输送机通过粉末管道连接,与水冷系统通过冷却管线连接;可变频率激光发射器与水冷系统通过冷却管线连接;保护气体传输系统通过气体管道与金属粉末输送机连接。本技术同时具备激光除锈和熔覆功能,节约了时间和人工成本,提高了工作效率和质量。
技术研发人员:卢远富,李士伟,田明君,徐友帆,张成
受保护的技术使用者:中国石油大学(华东)
技术研发日:20230703
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!